
TIG hegesztés
 VOLFRÁMELEKTRÓDA
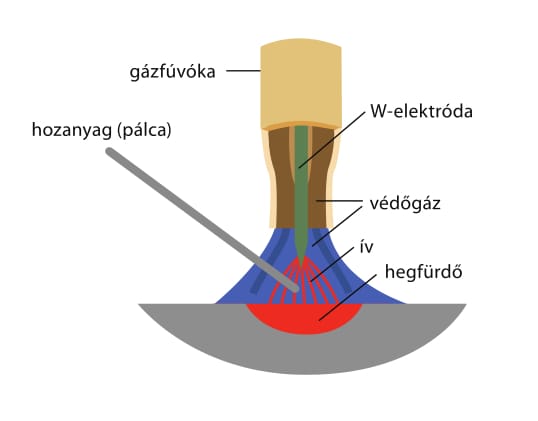
A TIG-hegesztés (teljes nevén volfrámelektródás, védőgázos ívhegesztés) meghatározó eleme a nagy
olvadási hőmér- hőmérsékletű, ezért az ív hőmérsékletén nem leolvadó, porkohászati úton előállított,
egyenáramú hegesztésnél jellemzően a negatív pólusra kapcsolt volfrámelektróda.
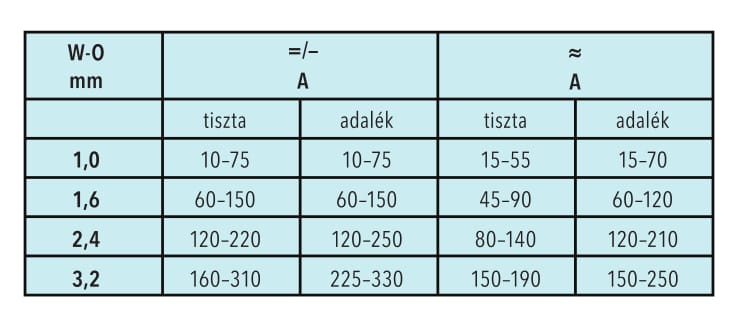
A szokásos átmérőjű elektródák áramterhelhetősége:
VOLFRÁMELEKTRÓDA
A TIG-hegesztés (teljes nevén volfrámelektródás, védőgázos ívhegesztés) meghatározó eleme a nagy
olvadási hőmér- hőmérsékletű, ezért az ív hőmérsékletén nem leolvadó, porkohászati úton előállított,
egyenáramú hegesztésnél jellemzően a negatív pólusra kapcsolt volfrámelektróda.
A szokásos átmérőjű elektródák áramterhelhetősége:
 Az ívgyújtás megkönnyítése és az ívstabilitás javítása érdekében különböző fém-oxidokat tartalmazó
(általában 175 mm hosszú) elektródákat a színjelölés alapján lehet
megkülönböztetni:
Zöld (WP): tiszta volfrám, (=)/≈
Piros (WTh20): Tórium-oxidos, =
Szürke (WCe20): cérium-oxidos, =/≈
Arany (WLa15): lantán-oxidos, =/≈
Az ívgyújtás megkönnyítése és az ívstabilitás javítása érdekében különböző fém-oxidokat tartalmazó
(általában 175 mm hosszú) elektródákat a színjelölés alapján lehet
megkülönböztetni:
Zöld (WP): tiszta volfrám, (=)/≈
Piros (WTh20): Tórium-oxidos, =
Szürke (WCe20): cérium-oxidos, =/≈
Arany (WLa15): lantán-oxidos, =/≈

 TIG-felszerelés
TIG-HEGESZTŐÉGŐ (I.)
TIG-felszerelés
TIG-HEGESZTŐÉGŐ (I.)
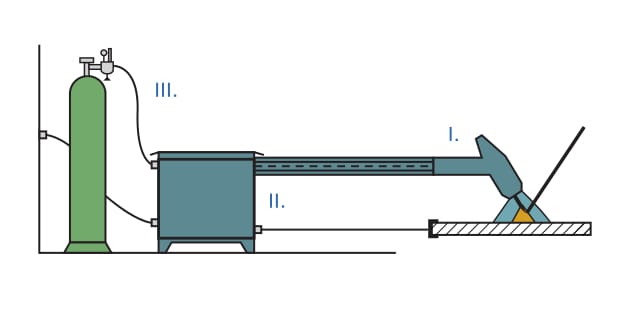
 A volfrámelektróda rögzítésére és a védőgáz irányítására szolgáló hegesztőégőt és az áramforrást
kábelköteg köti össze. Ez utóbbi burkoló tömlője a védőgáztömlőt, az áram- és vezérlőkábelt, illetve –
vízhűtéses égőkhöz – a hűtőfolyadék-tömlőket fogja össze.
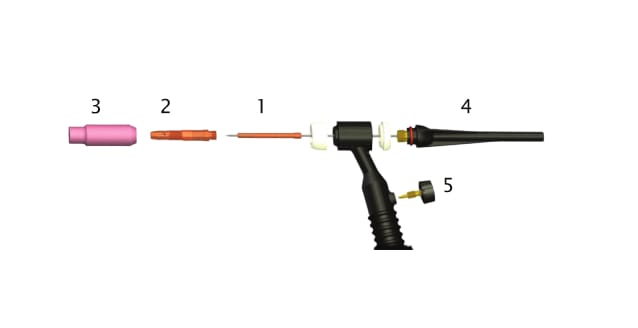
Az égő cserélhető, az elektróda átmérőhöz illeszkedő részei:
A volfrámelektróda rögzítésére és a védőgáz irányítására szolgáló hegesztőégőt és az áramforrást
kábelköteg köti össze. Ez utóbbi burkoló tömlője a védőgáztömlőt, az áram- és vezérlőkábelt, illetve –
vízhűtéses égőkhöz – a hűtőfolyadék-tömlőket fogja össze.
Az égő cserélhető, az elektróda átmérőhöz illeszkedő részei:
 -patron (1),
-patronbefogó (2),
-védőgázfúvóka („kerámia”) (3),
valamint a valamennyi elektródához használható, különböző hosszúságban kapható szorító sapka (4)
és a gázvezérlés nélküli gépekhez használható égő kézi gázszelepe (5).
ÁRAMFORRÁS (ÉS VEZÉRLÉS) (II.)
A bevont elektródás (MMA) áramforrások (l. E1 kiadványban) kézi gázszeleppel szerelt égővel alkalmasak
TIG hegesztésre is. Egyes TIG hegesztésre előkészített áramforrások el vannak látva ívgyújtást
támogató funkcióival is.
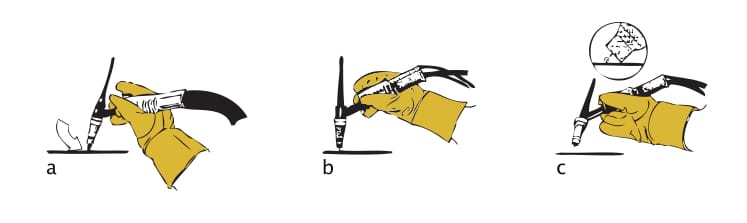
Ívgyújtás:
A „kaparó start” (a) némi ügyességet kíván, mert az áramforrás a gyújtás idejére nem szabályozza le
az áramot.
„TIG Start” funkcióval azonban ez megtörténik, az ív „kaparás” nélkül, egyszeri érintéssel (b) és az égő
finom felemelésével (c) gyújtható.
-patron (1),
-patronbefogó (2),
-védőgázfúvóka („kerámia”) (3),
valamint a valamennyi elektródához használható, különböző hosszúságban kapható szorító sapka (4)
és a gázvezérlés nélküli gépekhez használható égő kézi gázszelepe (5).
ÁRAMFORRÁS (ÉS VEZÉRLÉS) (II.)
A bevont elektródás (MMA) áramforrások (l. E1 kiadványban) kézi gázszeleppel szerelt égővel alkalmasak
TIG hegesztésre is. Egyes TIG hegesztésre előkészített áramforrások el vannak látva ívgyújtást
támogató funkcióival is.
Ívgyújtás:
A „kaparó start” (a) némi ügyességet kíván, mert az áramforrás a gyújtás idejére nem szabályozza le
az áramot.
„TIG Start” funkcióval azonban ez megtörténik, az ív „kaparás” nélkül, egyszeri érintéssel (b) és az égő
finom felemelésével (c) gyújtható.
 TIG-vezérlés
TIG-hegesztőgépekben a hegesztéshez szükséges védőgáz és hegesztőáram, ívgyújtással összehangolt
irányítására alkalmas vezérlést alkalmaznak, amelyet az égő kapcsoló- jával lehet működtetni. Ez
általában két módon lehetséges.
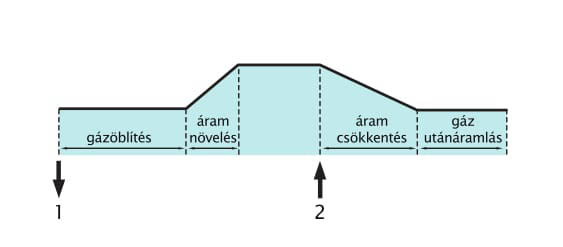
1. Kétütemű vezérlés:
TIG-vezérlés
TIG-hegesztőgépekben a hegesztéshez szükséges védőgáz és hegesztőáram, ívgyújtással összehangolt
irányítására alkalmas vezérlést alkalmaznak, amelyet az égő kapcsoló- jával lehet működtetni. Ez
általában két módon lehetséges.
1. Kétütemű vezérlés:
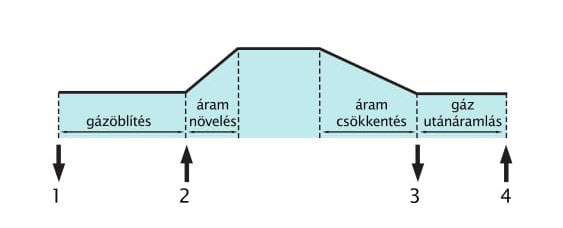
 2. Négyütemű vezérlés:
2. Négyütemű vezérlés:
 NF ívgyújtással, azaz nagyfrekvenciás, nagyfeszültségű szikraáthúzással a TIG hegesztőgépek alkalmasak érintés nélküli ívgyújtásra is.
A FOLYAMATVEZÉRLÉS IDŐÉRTÉKEI
Gázöblítés: addig tartson, amíg nem tiszta védőgáz áramlik az égőből (négyütemű vezérlésnél ezt az
égőkapcsolóval irányítjuk).
Áramnövelés („slope up”): az elektróda egyenletes fel- hevítését szolgálja.
Áramcsökkentés („slope down”): a hegesztés befejezésekor keletkező kráter hűlését lassító
funkció (ezt a két értéket a gépen lehet állítani).
Gáz utánáramlás: addig tartson, amíg a befejezett varrat krátere lehűl és már nem hajlamos
oxidálódásra (négyütemű vezérlésnél ezt az égőkapcsolóval irányítjuk).
NF ívgyújtással, azaz nagyfrekvenciás, nagyfeszültségű szikraáthúzással a TIG hegesztőgépek alkalmasak érintés nélküli ívgyújtásra is.
A FOLYAMATVEZÉRLÉS IDŐÉRTÉKEI
Gázöblítés: addig tartson, amíg nem tiszta védőgáz áramlik az égőből (négyütemű vezérlésnél ezt az
égőkapcsolóval irányítjuk).
Áramnövelés („slope up”): az elektróda egyenletes fel- hevítését szolgálja.
Áramcsökkentés („slope down”): a hegesztés befejezésekor keletkező kráter hűlését lassító
funkció (ezt a két értéket a gépen lehet állítani).
Gáz utánáramlás: addig tartson, amíg a befejezett varrat krátere lehűl és már nem hajlamos
oxidálódásra (négyütemű vezérlésnél ezt az égőkapcsolóval irányítjuk).

 VÉDŐGÁZ (III.)
VÉDŐGÁZ (III.)

 A TIG-hegesztéshez szükséges argon 200 bar nyomásra sűrített állapotban, gázpalackban (1) vagy eldobható palackban (2) kapható. Újratölthető palackokhoz kétféle nyomás- csökkentő terjedt el:
A TIG-hegesztéshez szükséges argon 200 bar nyomásra sűrített állapotban, gázpalackban (1) vagy eldobható palackban (2) kapható. Újratölthető palackokhoz kétféle nyomás- csökkentő terjedt el:
 Az átfolyásmérővel ellátott készülék kimenő nyomása nem állítható (gyárilag rögzített érték), az alkalmazott égőhöz megfelelő gázmennyiséget (l/min) a kimeneti oldalon található fojtószeleppel lehet beállítani.
Az átfolyásmérővel ellátott készülék kimenő nyomása nem állítható (gyárilag rögzített érték), az alkalmazott égőhöz megfelelő gázmennyiséget (l/min) a kimeneti oldalon található fojtószeleppel lehet beállítani.

 A l/min-ban kalibrált nyomásmérővel ellátott nyomás- csökkentőn a kimenő nyomás változtatásával lehet beállítani a kívánt gázmennyiséget. FONTOS! Ne használjon olyan nyomáscsökkentőt, amelynek csatlakozója nem pontosan illeszkedik a palackszelep kivezető csatlakozójához, vagy más gázhoz (pl. oxigénhez) alkalmas! Kisebb munkákhoz hasznos gázforrás a nem újratölthető, kb. 60 l sűrített gázt tartalmazó, „eldobható” palack, melyhez különleges lefejtő készlet szükséges.
A l/min-ban kalibrált nyomásmérővel ellátott nyomás- csökkentőn a kimenő nyomás változtatásával lehet beállítani a kívánt gázmennyiséget. FONTOS! Ne használjon olyan nyomáscsökkentőt, amelynek csatlakozója nem pontosan illeszkedik a palackszelep kivezető csatlakozójához, vagy más gázhoz (pl. oxigénhez) alkalmas! Kisebb munkákhoz hasznos gázforrás a nem újratölthető, kb. 60 l sűrített gázt tartalmazó, „eldobható” palack, melyhez különleges lefejtő készlet szükséges.

 Fontos!
Fontos!
VOLFRÁMELEKTRÓDA
A TIG-hegesztés (teljes nevén volfrámelektródás, védőgázos ívhegesztés) meghatározó eleme a nagy
olvadási hőmér- hőmérsékletű, ezért az ív hőmérsékletén nem leolvadó, porkohászati úton előállított,
egyenáramú hegesztésnél jellemzően a negatív pólusra kapcsolt volfrámelektróda.
A szokásos átmérőjű elektródák áramterhelhetősége:
Az ívgyújtás megkönnyítése és az ívstabilitás javítása érdekében különböző fém-oxidokat tartalmazó
(általában 175 mm hosszú) elektródákat a színjelölés alapján lehet
megkülönböztetni:
Zöld (WP): tiszta volfrám, (=)/≈
Piros (WTh20): Tórium-oxidos, =
Szürke (WCe20): cérium-oxidos, =/≈
Arany (WLa15): lantán-oxidos, =/≈
TIG-felszerelés
TIG-HEGESZTŐÉGŐ (I.)
A volfrámelektróda rögzítésére és a védőgáz irányítására szolgáló hegesztőégőt és az áramforrást
kábelköteg köti össze. Ez utóbbi burkoló tömlője a védőgáztömlőt, az áram- és vezérlőkábelt, illetve –
vízhűtéses égőkhöz – a hűtőfolyadék-tömlőket fogja össze.
Az égő cserélhető, az elektróda átmérőhöz illeszkedő részei:
 -patron (1),
-patronbefogó (2),
-védőgázfúvóka („kerámia”) (3),
valamint a valamennyi elektródához használható, különböző hosszúságban kapható szorító sapka (4)
és a gázvezérlés nélküli gépekhez használható égő kézi gázszelepe (5).
ÁRAMFORRÁS (ÉS VEZÉRLÉS) (II.)
A bevont elektródás (MMA) áramforrások (l. E1 kiadványban) kézi gázszeleppel szerelt égővel alkalmasak
TIG hegesztésre is. Egyes TIG hegesztésre előkészített áramforrások el vannak látva ívgyújtást
támogató funkcióival is.
Ívgyújtás:
A „kaparó start” (a) némi ügyességet kíván, mert az áramforrás a gyújtás idejére nem szabályozza le
az áramot.
„TIG Start” funkcióval azonban ez megtörténik, az ív „kaparás” nélkül, egyszeri érintéssel (b) és az égő
finom felemelésével (c) gyújtható.
TIG-vezérlés
TIG-hegesztőgépekben a hegesztéshez szükséges védőgáz és hegesztőáram, ívgyújtással összehangolt
irányítására alkalmas vezérlést alkalmaznak, amelyet az égő kapcsoló- jával lehet működtetni. Ez
általában két módon lehetséges.
1. Kétütemű vezérlés:
2. Négyütemű vezérlés:
NF ívgyújtással, azaz nagyfrekvenciás, nagyfeszültségű szikraáthúzással a TIG hegesztőgépek alkalmasak érintés nélküli ívgyújtásra is.
A FOLYAMATVEZÉRLÉS IDŐÉRTÉKEI
Gázöblítés: addig tartson, amíg nem tiszta védőgáz áramlik az égőből (négyütemű vezérlésnél ezt az
égőkapcsolóval irányítjuk).
Áramnövelés („slope up”): az elektróda egyenletes fel- hevítését szolgálja.
Áramcsökkentés („slope down”): a hegesztés befejezésekor keletkező kráter hűlését lassító
funkció (ezt a két értéket a gépen lehet állítani).
Gáz utánáramlás: addig tartson, amíg a befejezett varrat krátere lehűl és már nem hajlamos
oxidálódásra (négyütemű vezérlésnél ezt az égőkapcsolóval irányítjuk).
VÉDŐGÁZ (III.)
A TIG-hegesztéshez szükséges argon 200 bar nyomásra sűrített állapotban, gázpalackban (1) vagy eldobható palackban (2) kapható. Újratölthető palackokhoz kétféle nyomás- csökkentő terjedt el:
-patron (1),
-patronbefogó (2),
-védőgázfúvóka („kerámia”) (3),
valamint a valamennyi elektródához használható, különböző hosszúságban kapható szorító sapka (4)
és a gázvezérlés nélküli gépekhez használható égő kézi gázszelepe (5).
ÁRAMFORRÁS (ÉS VEZÉRLÉS) (II.)
A bevont elektródás (MMA) áramforrások (l. E1 kiadványban) kézi gázszeleppel szerelt égővel alkalmasak
TIG hegesztésre is. Egyes TIG hegesztésre előkészített áramforrások el vannak látva ívgyújtást
támogató funkcióival is.
Ívgyújtás:
A „kaparó start” (a) némi ügyességet kíván, mert az áramforrás a gyújtás idejére nem szabályozza le
az áramot.
„TIG Start” funkcióval azonban ez megtörténik, az ív „kaparás” nélkül, egyszeri érintéssel (b) és az égő
finom felemelésével (c) gyújtható.
TIG-vezérlés
TIG-hegesztőgépekben a hegesztéshez szükséges védőgáz és hegesztőáram, ívgyújtással összehangolt
irányítására alkalmas vezérlést alkalmaznak, amelyet az égő kapcsoló- jával lehet működtetni. Ez
általában két módon lehetséges.
1. Kétütemű vezérlés:
2. Négyütemű vezérlés:
NF ívgyújtással, azaz nagyfrekvenciás, nagyfeszültségű szikraáthúzással a TIG hegesztőgépek alkalmasak érintés nélküli ívgyújtásra is.
A FOLYAMATVEZÉRLÉS IDŐÉRTÉKEI
Gázöblítés: addig tartson, amíg nem tiszta védőgáz áramlik az égőből (négyütemű vezérlésnél ezt az
égőkapcsolóval irányítjuk).
Áramnövelés („slope up”): az elektróda egyenletes fel- hevítését szolgálja.
Áramcsökkentés („slope down”): a hegesztés befejezésekor keletkező kráter hűlését lassító
funkció (ezt a két értéket a gépen lehet állítani).
Gáz utánáramlás: addig tartson, amíg a befejezett varrat krátere lehűl és már nem hajlamos
oxidálódásra (négyütemű vezérlésnél ezt az égőkapcsolóval irányítjuk).
VÉDŐGÁZ (III.)
A TIG-hegesztéshez szükséges argon 200 bar nyomásra sűrített állapotban, gázpalackban (1) vagy eldobható palackban (2) kapható. Újratölthető palackokhoz kétféle nyomás- csökkentő terjedt el:
 Az átfolyásmérővel ellátott készülék kimenő nyomása nem állítható (gyárilag rögzített érték), az alkalmazott égőhöz megfelelő gázmennyiséget (l/min) a kimeneti oldalon található fojtószeleppel lehet beállítani.
A l/min-ban kalibrált nyomásmérővel ellátott nyomás- csökkentőn a kimenő nyomás változtatásával lehet beállítani a kívánt gázmennyiséget. FONTOS! Ne használjon olyan nyomáscsökkentőt, amelynek csatlakozója nem pontosan illeszkedik a palackszelep kivezető csatlakozójához, vagy más gázhoz (pl. oxigénhez) alkalmas! Kisebb munkákhoz hasznos gázforrás a nem újratölthető, kb. 60 l sűrített gázt tartalmazó, „eldobható” palack, melyhez különleges lefejtő készlet szükséges.
Fontos!
Az átfolyásmérővel ellátott készülék kimenő nyomása nem állítható (gyárilag rögzített érték), az alkalmazott égőhöz megfelelő gázmennyiséget (l/min) a kimeneti oldalon található fojtószeleppel lehet beállítani.
A l/min-ban kalibrált nyomásmérővel ellátott nyomás- csökkentőn a kimenő nyomás változtatásával lehet beállítani a kívánt gázmennyiséget. FONTOS! Ne használjon olyan nyomáscsökkentőt, amelynek csatlakozója nem pontosan illeszkedik a palackszelep kivezető csatlakozójához, vagy más gázhoz (pl. oxigénhez) alkalmas! Kisebb munkákhoz hasznos gázforrás a nem újratölthető, kb. 60 l sűrített gázt tartalmazó, „eldobható” palack, melyhez különleges lefejtő készlet szükséges.
Fontos!
 |
Tanulmányozza át alaposan a felszerelés használati útmutatóját! |
 |
Győződjön meg róla, hogy a felszerelés használata nem zavar másokat! |
 |
„A” besorolású készülékek csak ipari környezetben használhatók! |
 |
Felszerelésének elhasználódott villamos részeit ne dobja a kommunális hulladékba, adja át kereskedőjének! |
 |
Védje saját magát és környezetét az ív optikai sugárzásától! |
 |
Az ívhegesztés tűzveszélyes tevékenység. Legyen nagyon körültekintő! |
 |
Ívhegesztő felszerelés körül kialakuló elektromágneses tér veszélyt jelent az elektronikus gyógyászati eszközt viselők számára! |
 |
Az ívhegesztő felszerelés gondatlan használata mások számára is áramütés-veszélyt jelent. |
 |
Ívhegesztés során ártalmas gázok és füst keletkezik. Óvja saját és környezetének egészségét! |