

A bevont elektróda
KÉZI ÍVHEGESZTÉS BEVONT ELEKTRÓDÁVAL
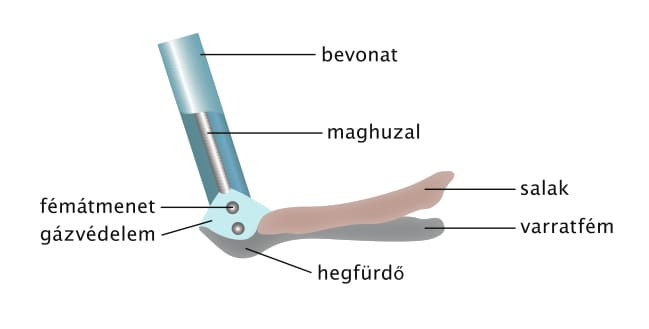
A maghuzalra préselt bevonat megolvad és gázt fejleszt, ami védelmet nyújt a levegő nitrogénjével és oxigénjével szemben (gázvédelem), és folyékony, majd megdermedő salakot képez. Mindkettő nélkülözhetetlen a megbízható hegesztéshez. A bevonat összetétele emellett befolyásolja a fémátmenetet (finom- vagy nagycseppes) és a varratformálást, a varratfém vegyi összetételét és mechanikai tulajdonságait.
A FONTOSABB BEVONAT TÍPUSOK:
Rutilos (R): A bevonat nagy mennyiségben tartalmaz rutilt (titán tartalmú ércet). Általában jól kezelhető, könnyen gyújtható és újra gyújtható elektróda. Jól tűri a hegesztett felület szennyeződéseit és az illesztési hézag változását, ezért fűző-, rögzítő varratokhoz kiválóak. Az ív stabil és rugalmas, kevésbé érzékeny az ívhossz változására, ezért kevésbé képzett hegesztők is könnyen boldogulnak vele. Minden helyzetben, függőlegesen lefelé is használható.
Vastag bevonatú rutilos (RR): A megnövelt bevonat- vastagság miatt több, de gyorsan dermedő, könnyen eltávolítható salak keletkezik, aminek fontos szerepe van a varrat formálásában, ezért csak vízszintes helyzetben használható. Kifejezetten kis fröcskölés, stabil ív jellemzi.
Rutil-cellulóz (RC): Az alaptípusnál (R) több cellulózt tartalmazó bevonat jobb hegesztési tulajdonságokat és könnyebben eltávolítható salakot biztosít. Minden helyzetben, függőlegesen lefelé is
használható.
Bázikus (B): A rutilos elektródákénál sokkal tisztább, ezért jobb minőségű varratfémet eredményező bevonat jellegzetes alkotója a CaCO3 (kalcium-karbonát). Ennek azonban ára van: általában közepesnél nagyobb cseppleválás jellemzi, érzékeny az ívhosszra. Gyújtása és újragyújtása bizonytalan. A bevonat nedvszívó, emiatt – különösen igényes alkalmazásokban – felhasználás előtt ki kell szárítani. A korszerűbb változatoknak már jobbak a hegesztési tulajdonságai, egyes – különleges típusai – függőlegesen lefelé hegesztésre is alkalmasak.

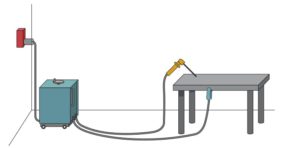
A felszerelés
 A kézi ívhegesztés alapvető változója a hegesztőáram. Az elektródafogó, a testkábel-csatlakozó, a hegesztő- és testkábel, valamint az áramforrás megválasztása ez alapján történik.
A kézi ívhegesztés alapvető változója a hegesztőáram. Az elektródafogó, a testkábel-csatlakozó, a hegesztő- és testkábel, valamint az áramforrás megválasztása ez alapján történik.
A hegesztőáram mértékét az elektróda fajtája és átmérője szabja meg:
Ökölszabály: Iheg = 45 x Ø Dmaghuzal (pl. Ø 2,0 mm-es elektródához 90 A hegesztőáram szükséges) Ez az érték ± 20–30 %-kal változhat. Kisebb áram kell gyökhegesztéshez, pozícióhegesztéshez és saválló elektródához. Nagyobb áram szükséges vastag alapanyaghoz, nemfémes anyaghoz (réz,alumínium).
Az elektródafogó névleges áramterhelhetősége ne legyen kisebb az alkalmazott hegesztőáramnál. Az elektródafogóhoz alkalmas elektróda átmérők és a hegesztő- és testkábel javasolt mérete:
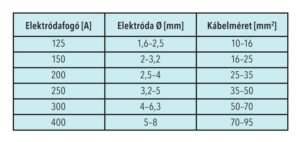
Ezek az adatok összesen 10 m hosszú hegesztő- és testkábel esetén használhatóak. Hosszabb kábelek esetén nagyobb kábelkeresztmetszetet kell választani. A testcsatlakozó terhelhetősége ne legyen kisebb az elektródafogóénál! 200–250 A-ig megbízhatók a rugós testcsatlakozók. Nagyobb áramhoz menetes szorítású használata indokolt. Mágneses csatlakozóhoz mágnesezhető anyag és fém- tiszta felület szükséges!
Az áramforrás
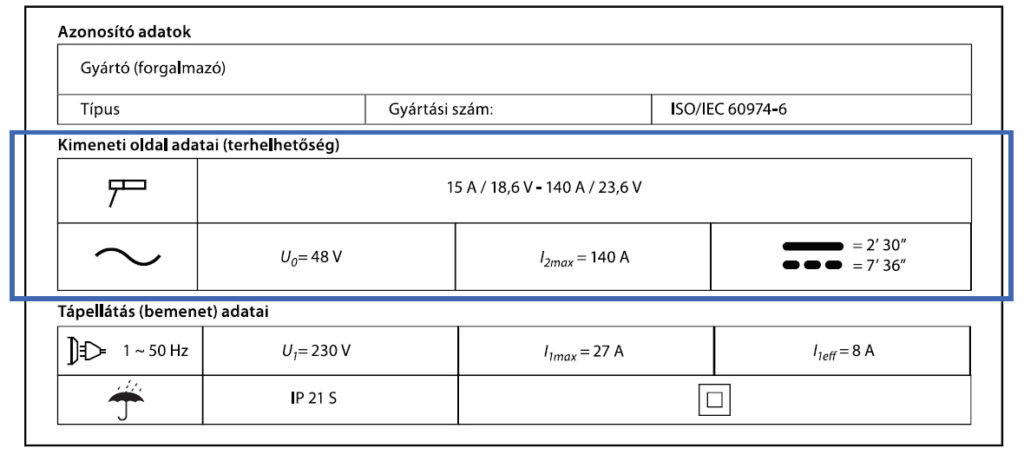
Az áramforrás teljesítményét a beállítható legnagyobb hegesztőáram (I2max) jellemzi. Beállítási tartomány (15 A/18,6 V – 140 A/23,6 V) megadja az áramforrás – egyezményes munkafeszültség mellett – beállítható legkisebb és legnagyobb áramát. Figyelem! Nagyobb ívfeszültség (vastag bevonatú elektróda vagy hosszabb ív tartása) miatt ezek az értékek változhatnak. A legnagyobb áram esetében ilyenkor csökken a terhelhetőség, a hőkioldó hamarabb leold.
Üresjárási feszültség: az áramforrás kapcsain üresjárásban megjelenő legnagyobb feszültség.
Maximális terhelő (hegesztő) áram: az áramforráson – az egyezményes munkafeszültség és + 20°C mellett – beállítható legnagyobb áram.
Bekapcsolási idő: 60 perc alatt a maximális árammal és + 20 °C hőmérsékleten lehetséges terhelési, hegesztési idő (folyamatos vonal), illetve a túlmelegedett áramforrás visszahűtéséhez szükséges ún. visszaállítási idő (szaggatott vonal) betartása mellett. Azaz 1 óra alatt összesen ennyi ideig lehet hegeszteni a legnagyobb beállítható árammal. Ezek az adatok az azonos szabvány (MSZ EN 60974-6) szerint gyártott áramforrások terhelhetőségének összehasonlítására alkalmasak
Hálózati csatlakozás
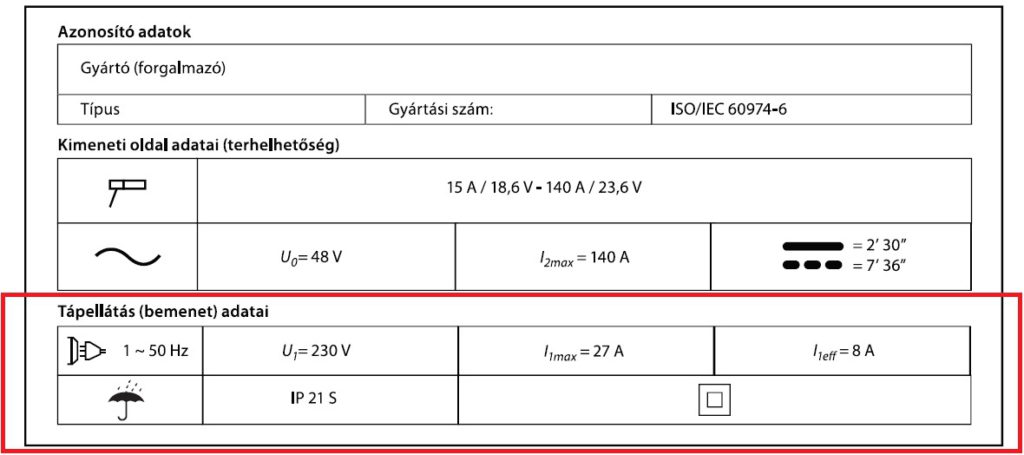
Adattábla
A fenti példa egy olyan áramforrásé, amelynek
- tápfeszültsége 1x230 V, 50 Hz
- legnagyobb áramfelvétele 27 A
- legnagyobb átlagárama: 8 A
Védeni kell a csapadéktól (ez a jel nem szerepel az IP 23 védettségű készülékeken, amelyek védettek a csepegő vízzel szemben).
Érintésvédelmi osztály: kettős szigetelés. Figyelem! A kettős szigetelésű áramforrásoknak is lehet földelő vezetéke, amelyet a hatékony zavarszűrés miatt kell bekötni, illetve földelt aljzathoz csatlakoztatni!
A tápcsatlakozás védelme:
A hálózat zárlatvédelmét és a hálózati csatlakozóvezeték túlterhelésének védelmét szolgáló olvadó biztosíték vagy kismegszakító névleges áramát (In) és megszakítási idejét (t) úgy kell megválasztani, hogy a védelmi eszköz a hegesztő berendezés felvett legnagyobb áramát (I1max) a hozzá tartozó bekapcsolási tényezőből meghatározott ideig tartani tudja. Általában lomha biztosítékot vagy C besorolású kismegszakítót kell használni.
Fontos!
 | Tanulmányozza át alaposan a felszerelés használati útmutatóját! |
 | Győződjön meg róla, hogy a felszerelés használata nem zavar másokat! |
 | "A" besorolású készülékek csak ipari környezetben használhatók! |
 | Felszerelésének elhasználódott villamos részeit ne dobja a kommunális hulladékba, adja át kereskedőjének! |
 | Védje saját magát és környezetét az ív optikai sugárzásától! |
 | Az ívhegesztés tűzveszélyes tevékenység. Legyen nagyon körültekintő! |
 | Ívhegesztő felszerelés körül kialakuló elektromágneses tér veszélyt jelent az elektronikus gyógyászati eszközt viselők számára! |
 | Az ívhegesztő felszerelés gondatlan használata mások számára is áramütés-veszélyt jelent. |
 | Ívhegesztés során ártalmas gázok és füst keletkezik. Óvja saját és környezetének egészségét! |
A bevont elektróda
KÉZI ÍVHEGESZTÉS BEVONT ELEKTRÓDÁVAL
A maghuzalra préselt bevonat megolvad és gázt fejleszt, ami védelmet nyújt a levegő nitrogénjével és oxigénjével szemben (gázvédelem), és folyékony, majd megdermedő salakot képez. Mindkettő nélkülözhetetlen a megbízható hegesztéshez. A bevonat összetétele emellett befolyásolja a fémátmenetet (finom- vagy nagycseppes) és a varratformálást, a varratfém vegyi összetételét és mechanikai tulajdonságait.
A FONTOSABB BEVONAT TÍPUSOK:
Rutilos (R): A bevonat nagy mennyiségben tartalmaz rutilt (titán tartalmú ércet). Általában jól kezelhető, könnyen gyújtható és újra gyújtható elektróda. Jól tűri a hegesztett felület szennyeződéseit és az illesztési hézag változását, ezért fűző-, rögzítő varratokhoz kiválóak. Az ív stabil és rugalmas, kevésbé érzékeny az ívhossz változására, ezért kevésbé képzett hegesztők is könnyen boldogulnak vele. Minden helyzetben, függőlegesen lefelé is használható.
Vastag bevonatú rutilos (RR): A megnövelt bevonat- vastagság miatt több, de gyorsan dermedő, könnyen eltávolítható salak keletkezik, aminek fontos szerepe van a varrat formálásában, ezért csak vízszintes helyzetben használható. Kifejezetten kis fröcskölés, stabil ív jellemzi.
Rutil-cellulóz (RC): Az alaptípusnál (R) több cellulózt tartalmazó bevonat jobb hegesztési tulajdonságokat és könnyebben eltávolítható salakot biztosít. Minden helyzetben, függőlegesen lefelé is
használható.
Bázikus (B): A rutilos elektródákénál sokkal tisztább, ezért jobb minőségű varratfémet eredményező bevonat jellegzetes alkotója a CaCO3 (kalcium-karbonát). Ennek azonban ára van: általában közepesnél nagyobb cseppleválás jellemzi, érzékeny az ívhosszra. Gyújtása és újragyújtása bizonytalan. A bevonat nedvszívó, emiatt – különösen igényes alkalmazásokban – felhasználás előtt ki kell szárítani. A korszerűbb változatoknak már jobbak a hegesztési tulajdonságai, egyes – különleges típusai – függőlegesen lefelé hegesztésre is alkalmasak.
A felszerelés
A kézi ívhegesztés alapvető változója a hegesztőáram. Az elektródafogó, a testkábel-csatlakozó, a hegesztő- és testkábel, valamint az áramforrás megválasztása ez alapján történik.
A hegesztőáram mértékét az elektróda fajtája és átmérője szabja meg:
Ökölszabály: Iheg = 45 x Ø Dmaghuzal (pl. Ø 2,0 mm-es elektródához 90 A hegesztőáram szükséges) Ez az érték ± 20–30 %-kal változhat. Kisebb áram kell gyökhegesztéshez, pozícióhegesztéshez és saválló elektródához. Nagyobb áram szükséges vastag alapanyaghoz, nemfémes anyaghoz (réz,alumínium).
Az elektródafogó névleges áramterhelhetősége ne legyen kisebb az alkalmazott hegesztőáramnál. Az elektródafogóhoz alkalmas elektróda átmérők és a hegesztő- és testkábel javasolt mérete:
Ezek az adatok összesen 10 m hosszú hegesztő- és testkábel esetén használhatóak. Hosszabb kábelek esetén nagyobb kábelkeresztmetszetet kell választani. A testcsatlakozó terhelhetősége ne legyen kisebb az elektródafogóénál! 200–250 A-ig megbízhatók a rugós testcsatlakozók. Nagyobb áramhoz menetes szorítású használata indokolt. Mágneses csatlakozóhoz mágnesezhető anyag és fém- tiszta felület szükséges!
Az áramforrás
Az áramforrás teljesítményét a beállítható legnagyobb hegesztőáram (I2max) jellemzi. Beállítási tartomány (15 A/18,6 V – 140 A/23,6 V) megadja az áramforrás – egyezményes munkafeszültség mellett – beállítható legkisebb és legnagyobb áramát. Figyelem! Nagyobb ívfeszültség (vastag bevonatú elektróda vagy hosszabb ív tartása) miatt ezek az értékek változhatnak. A legnagyobb áram esetében ilyenkor csökken a terhelhetőség, a hőkioldó hamarabb leold.
Üresjárási feszültség: az áramforrás kapcsain üresjárásban megjelenő legnagyobb feszültség.
Maximális terhelő (hegesztő) áram: az áramforráson – az egyezményes munkafeszültség és + 20°C mellett – beállítható legnagyobb áram.
Bekapcsolási idő: 60 perc alatt a maximális árammal és + 20 °C hőmérsékleten lehetséges terhelési, hegesztési idő (folyamatos vonal), illetve a túlmelegedett áramforrás visszahűtéséhez szükséges ún. visszaállítási idő (szaggatott vonal) betartása mellett. Azaz 1 óra alatt összesen ennyi ideig lehet hegeszteni a legnagyobb beállítható árammal. Ezek az adatok az azonos szabvány (MSZ EN 60974-6) szerint gyártott áramforrások terhelhetőségének összehasonlítására alkalmasak
Hálózati csatlakozás
Adattábla
A fenti példa egy olyan áramforrásé, amelynek
- tápfeszültsége 1x230 V, 50 Hz
- legnagyobb áramfelvétele 27 A
- legnagyobb átlagárama: 8 A
Védeni kell a csapadéktól (ez a jel nem szerepel az IP 23 védettségű készülékeken, amelyek védettek a csepegő vízzel szemben).
Érintésvédelmi osztály: kettős szigetelés. Figyelem! A kettős szigetelésű áramforrásoknak is lehet földelő vezetéke, amelyet a hatékony zavarszűrés miatt kell bekötni, illetve földelt aljzathoz csatlakoztatni!
A tápcsatlakozás védelme:
A hálózat zárlatvédelmét és a hálózati csatlakozóvezeték túlterhelésének védelmét szolgáló olvadó biztosíték vagy kismegszakító névleges áramát (In) és megszakítási idejét (t) úgy kell megválasztani, hogy a védelmi eszköz a hegesztő berendezés felvett legnagyobb áramát (I1max) a hozzá tartozó bekapcsolási tényezőből meghatározott ideig tartani tudja. Általában lomha biztosítékot vagy C besorolású kismegszakítót kell használni.
Fontos!
| Tanulmányozza át alaposan a felszerelés használati útmutatóját! |
| | Győződjön meg róla, hogy a felszerelés használata nem zavar másokat! |
| | "A" besorolású készülékek csak ipari környezetben használhatók! |
| | Felszerelésének elhasználódott villamos részeit ne dobja a kommunális hulladékba, adja át kereskedőjének! |
| | Védje saját magát és környezetét az ív optikai sugárzásától! |
| | Az ívhegesztés tűzveszélyes tevékenység. Legyen nagyon körültekintő! |
| | Ívhegesztő felszerelés körül kialakuló elektromágneses tér veszélyt jelent az elektronikus gyógyászati eszközt viselők számára! |
| | Az ívhegesztő felszerelés gondatlan használata mások számára is áramütés-veszélyt jelent. |
| | Ívhegesztés során ártalmas gázok és füst keletkezik. Óvja saját és környezetének egészségét! |

MIG/MAG hegesztés
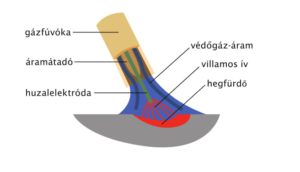
HUZALELEKTRÓDA
Ötvözetlen acélhoz (Fe): SG1 (G2Si), SG2 (G3Si1) és SG3 (G4Si1) besorolás (a nagyobb szám nagyobb Mn-Si tartalmat jelent);
Rozsdamentes acélhoz (SS) általában a többféle összetételben kapható ausztenites huzalt választjuk,
mellette azonban létezik ferrites és duplex ötvözet is. Kérjen tanácsot!
Alumíniumhoz (Al) használt jellegzetes ötvözetek:
Al, Al-Mn, Al-Si és Al-Mg. Kérjen tanácsot!
Méretek:
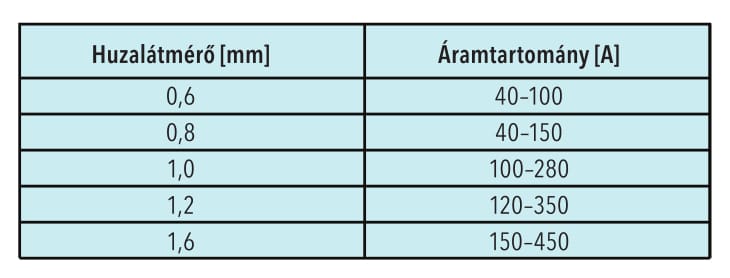
Huzalátmérők: 0,6 — 0,8 — 1,0 — 1,2 — 1,6 [mm]
Általában 5 kg-os (Ø 200 mm) vagy 15—18 kg-os (Ø 300 mm) csévetesten kaphatók.
A hegesztőáram a huzal átmérőjétől [mm] és a beállított előtolási sebességtől [m/min] függ. Stabil hegesztésre alkalmas, tájékoztató áramértékek:
VÉDŐGÁZ
Szén-dioxid (CO2): ötvözetlen acélok hegesztéséhez jó választás. Érzéketlen a szennyeződésekre, de kevésbé sokoldalú, mint az Ar-alapú keverékek. Ha fontos a varratfém szilárdsága, az SG1 besorolású huzalt kerülni kell. Nyomás alatt cseppfolyósított állapotban hozzák forgalomba.
Argon (Ar): semleges gáz, stabil, jól kezelhető ív tartása lehetséges. Elsősorban ötvözött acélok és alumínium hegesztésére ajánlott. Sűrített gázként kerül forgalomba.
Ar-CO2: a CO2 tartalomtól függően aktív gáz, elsősorban ötvözetlen acélokhoz használják.
A hegesztő berendezés
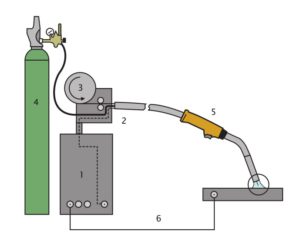
1 – áramforrás (tápkábellel, alvázzal és kerekekkel)
2 – huzalelőtoló készülék az áramforrással összekötő kábel- köteggel, ez elmarad, ha közös házba építik az áramforrással (ezek a kompakt gépek)
3 – huzaldob a huzalelektróda tárolására (szabványos csévetestek, kapható 5 kg-os vagy 18 kg-os méretben)
4 – gázpalack vagy eldobható patron (nyomáscsökken- tővel és gáztömlővel)
5 – hegesztőpisztoly kábel- és tömlőköteggel (általában oldható csatlakozóval az előtolóhoz)
6 – testkábel az áramforrás negatív kapcsa és a munkadarab összekötésére
A huzalelőtoló
A huzalelektróda anyagának és méretének megfelelő (cserélhető) előtoló- és nyomó görgőt kell választani.
A hegesztőpisztoly
A huzal anyagától és méretétől függő cserélhető alkatrészek:
A pisztolykábel hosszának megfelelő műanyag vagy acélspirál huzalvezető, valamint:

– hattyúnyak (a)
– védőgáz-elosztó fúvóka (b)
– adapter + áramátadó (c)
– gázterelő fúvóka (d)
Az áramforrás
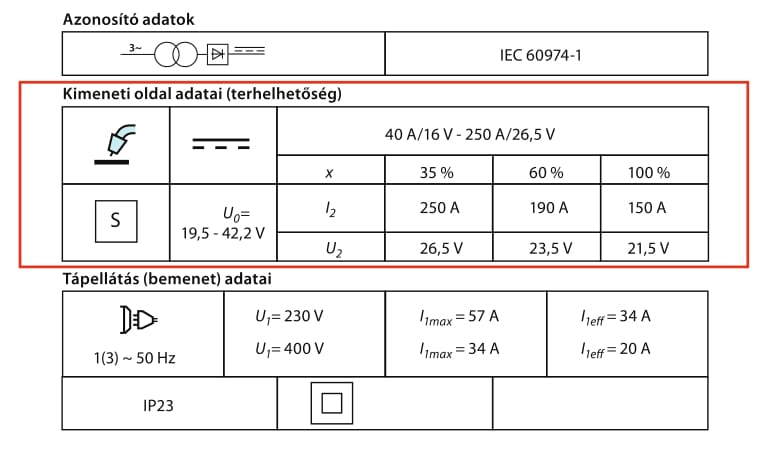
Az áramforrás teljesítményét a beállítható legnagyobb hegesztőáram (I2max) határozza meg.
Beállítási tartomány (40 A/ 16 V – 250 A / 26,5 V) megadja az áramforrás – egyezményes munkafeszültség mellett – beállítható legkisebb és legnagyobb áramát.
Figyelem! Az ilyen gépeknél a hegesztőáramot nem közvetlenül, hanem a huzal előtolási sebességgel változtatjuk, azzal arányosan jön létre. Az áram növelésével csökken a terhelhetőség, a hőkioldó hamarabb leold.
Üresjárási feszültség: az áramforrás kapcsain üresjárásban megjelenő legnagyobb feszültség.
Maximális terhelő (hegesztő) áram: az áramforráson – az egyezményes munkafeszültség és +20°C mellett – beállítható legnagyobb áram.
Bekapcsolási idő: Egy szabványos ciklus ideje (10 min) alatti terhelés megengedett ideje, százalékban kifejezve. Túllépése az áramforrás nem megengedett melegedéséhez vezet. Ha ez bekövetkezik, az áramforrás hővédelme lekapcsolja a tápellátást, kigyullad a narancsszínű jelzőfény. Ha ez elalszik, csak akkor lehet folytatni a munkát.
Csatlakoztatás
Adattábla
Ez az adattábla egy olyan áramforrásé, amelynek
- tápfeszültsége 3 x 400 V, 50 Hz
- legnagyobb áramfelvétele 24,1 A
- legnagyobb, tápkábelt terhelő átlagárama: 16,2 A
Védettsége: IP21 beltéri használatra (csak az IP 23 védettségű készülékek védettek a csepegő vízzel
szemben).
A tápcsatlakozás védelme:
A hálózat zárlatvédelmét és a hálózati kábel és a hegesztő- gép túlterhelésének védelmét szolgáló olvadó biztosíték vagy kismegszakító névleges áramát (In) és megszakítási idejét (t) úgy kell megválasztani, hogy a felvett legnagyobb áramot (I1max) a hozzá tartozó bekapcsolási tényezővel meghatározott ideig tartani tudja. Általában lomha biztosítékot vagy C besorolású kismegszakítót kell használni.
Nyomáscsökkentő (reduktor):
Ar és Ar-alapú keverék nagy nyomáson gáz állapotban, a tiszta szén-dioxid nyomás alatt cseppfolyósított állapotban van a palackban. A sűrített gázpalack reduktorán kijelzett palacknyomás arányos a palackban lévő gáz mennyiségével, a szén-dioxidé azonban mindaddig a töltőnyomást mutatja, amíg van folyadék fázis a palackban.

Fontos!
| Tanulmányozza át alaposan a felszerelés használati útmutatóját! |
| Győződjön meg róla, hogy a felszerelés használata nem zavar másokat! |
| "A" besorolású készülékek csak ipari környezetben használhatók! |
| Felszerelésének elhasználódott villamos részeit ne dobja a kommunális hulladékba, adja át kereskedőjének! |
| Védje saját magát és környezetét az ív optikai sugárzásától! |
| Az ívhegesztés tűzveszélyes tevékenység. Legyen nagyon körültekintő! |
| Ívhegesztő felszerelés körül kialakuló elektromágneses tér veszélyt jelent az elektronikus gyógyászati eszközt viselők számára! |
| Az ívhegesztő felszerelés gondatlan használata mások számára is áramütés-veszélyt jelent. |
| Ívhegesztés során ártalmas gázok és füst keletkezik. Óvja saját és környezetének egészségét! |
MIG/MAG hegesztés
HUZALELEKTRÓDA
Ötvözetlen acélhoz (Fe): SG1 (G2Si), SG2 (G3Si1) és SG3 (G4Si1) besorolás (a nagyobb szám nagyobb Mn-Si tartalmat jelent);
Rozsdamentes acélhoz (SS) általában a többféle összetételben kapható ausztenites huzalt választjuk,
mellette azonban létezik ferrites és duplex ötvözet is. Kérjen tanácsot!
Alumíniumhoz (Al) használt jellegzetes ötvözetek:
Al, Al-Mn, Al-Si és Al-Mg. Kérjen tanácsot!
Méretek:
Huzalátmérők: 0,6 — 0,8 — 1,0 — 1,2 — 1,6 [mm]
Általában 5 kg-os (Ø 200 mm) vagy 15—18 kg-os (Ø 300 mm) csévetesten kaphatók.
A hegesztőáram a huzal átmérőjétől [mm] és a beállított előtolási sebességtől [m/min] függ. Stabil hegesztésre alkalmas, tájékoztató áramértékek:
VÉDŐGÁZ
Szén-dioxid (CO2): ötvözetlen acélok hegesztéséhez jó választás. Érzéketlen a szennyeződésekre, de kevésbé sokoldalú, mint az Ar-alapú keverékek. Ha fontos a varratfém szilárdsága, az SG1 besorolású huzalt kerülni kell. Nyomás alatt cseppfolyósított állapotban hozzák forgalomba.
Argon (Ar): semleges gáz, stabil, jól kezelhető ív tartása lehetséges. Elsősorban ötvözött acélok és alumínium hegesztésére ajánlott. Sűrített gázként kerül forgalomba.
Ar-CO2: a CO2 tartalomtól függően aktív gáz, elsősorban ötvözetlen acélokhoz használják.
A hegesztő berendezés
1 – áramforrás (tápkábellel, alvázzal és kerekekkel)
2 – huzalelőtoló készülék az áramforrással összekötő kábel- köteggel, ez elmarad, ha közös házba építik az áramforrással (ezek a kompakt gépek)
3 – huzaldob a huzalelektróda tárolására (szabványos csévetestek, kapható 5 kg-os vagy 18 kg-os méretben)
4 – gázpalack vagy eldobható patron (nyomáscsökken- tővel és gáztömlővel)
5 – hegesztőpisztoly kábel- és tömlőköteggel (általában oldható csatlakozóval az előtolóhoz)
6 – testkábel az áramforrás negatív kapcsa és a munkadarab összekötésére
A huzalelőtoló
A huzalelektróda anyagának és méretének megfelelő (cserélhető) előtoló- és nyomó görgőt kell választani.
A hegesztőpisztoly
A huzal anyagától és méretétől függő cserélhető alkatrészek:
A pisztolykábel hosszának megfelelő műanyag vagy acélspirál huzalvezető, valamint:
– hattyúnyak (a)
– védőgáz-elosztó fúvóka (b)
– adapter + áramátadó (c)
– gázterelő fúvóka (d)
Az áramforrás
Az áramforrás teljesítményét a beállítható legnagyobb hegesztőáram (I2max) határozza meg.
Beállítási tartomány (40 A/ 16 V – 250 A / 26,5 V) megadja az áramforrás – egyezményes munkafeszültség mellett – beállítható legkisebb és legnagyobb áramát.
Figyelem! Az ilyen gépeknél a hegesztőáramot nem közvetlenül, hanem a huzal előtolási sebességgel változtatjuk, azzal arányosan jön létre. Az áram növelésével csökken a terhelhetőség, a hőkioldó hamarabb leold.
Üresjárási feszültség: az áramforrás kapcsain üresjárásban megjelenő legnagyobb feszültség.
Maximális terhelő (hegesztő) áram: az áramforráson – az egyezményes munkafeszültség és +20°C mellett – beállítható legnagyobb áram.
Bekapcsolási idő: Egy szabványos ciklus ideje (10 min) alatti terhelés megengedett ideje, százalékban kifejezve. Túllépése az áramforrás nem megengedett melegedéséhez vezet. Ha ez bekövetkezik, az áramforrás hővédelme lekapcsolja a tápellátást, kigyullad a narancsszínű jelzőfény. Ha ez elalszik, csak akkor lehet folytatni a munkát.
Csatlakoztatás
Adattábla
Ez az adattábla egy olyan áramforrásé, amelynek
- tápfeszültsége 3 x 400 V, 50 Hz
- legnagyobb áramfelvétele 24,1 A
- legnagyobb, tápkábelt terhelő átlagárama: 16,2 A
Védettsége: IP21 beltéri használatra (csak az IP 23 védettségű készülékek védettek a csepegő vízzel
szemben).
A tápcsatlakozás védelme:
A hálózat zárlatvédelmét és a hálózati kábel és a hegesztő- gép túlterhelésének védelmét szolgáló olvadó biztosíték vagy kismegszakító névleges áramát (In) és megszakítási idejét (t) úgy kell megválasztani, hogy a felvett legnagyobb áramot (I1max) a hozzá tartozó bekapcsolási tényezővel meghatározott ideig tartani tudja. Általában lomha biztosítékot vagy C besorolású kismegszakítót kell használni.
Nyomáscsökkentő (reduktor):
Ar és Ar-alapú keverék nagy nyomáson gáz állapotban, a tiszta szén-dioxid nyomás alatt cseppfolyósított állapotban van a palackban. A sűrített gázpalack reduktorán kijelzett palacknyomás arányos a palackban lévő gáz mennyiségével, a szén-dioxidé azonban mindaddig a töltőnyomást mutatja, amíg van folyadék fázis a palackban.
Fontos!
| Tanulmányozza át alaposan a felszerelés használati útmutatóját! |
| Győződjön meg róla, hogy a felszerelés használata nem zavar másokat! |
| "A" besorolású készülékek csak ipari környezetben használhatók! |
| Felszerelésének elhasználódott villamos részeit ne dobja a kommunális hulladékba, adja át kereskedőjének! |
| Védje saját magát és környezetét az ív optikai sugárzásától! |
| Az ívhegesztés tűzveszélyes tevékenység. Legyen nagyon körültekintő! |
| Ívhegesztő felszerelés körül kialakuló elektromágneses tér veszélyt jelent az elektronikus gyógyászati eszközt viselők számára! |
| Az ívhegesztő felszerelés gondatlan használata mások számára is áramütés-veszélyt jelent. |
| Ívhegesztés során ártalmas gázok és füst keletkezik. Óvja saját és környezetének egészségét! |

TIG hegesztés
VOLFRÁMELEKTRÓDA
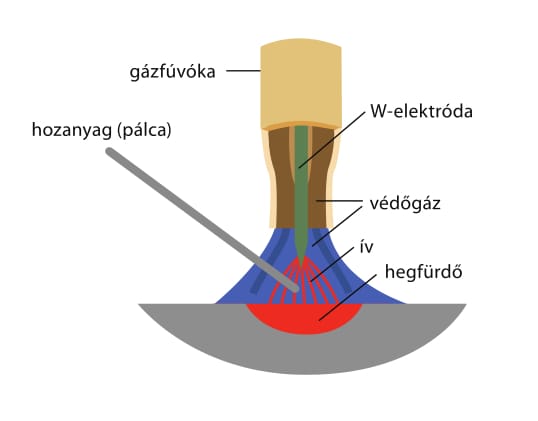
A TIG-hegesztés (teljes nevén volfrámelektródás, védőgázos ívhegesztés) meghatározó eleme a nagy
olvadási hőmér- hőmérsékletű, ezért az ív hőmérsékletén nem leolvadó, porkohászati úton előállított,
egyenáramú hegesztésnél jellemzően a negatív pólusra kapcsolt volfrámelektróda.
A szokásos átmérőjű elektródák áramterhelhetősége:
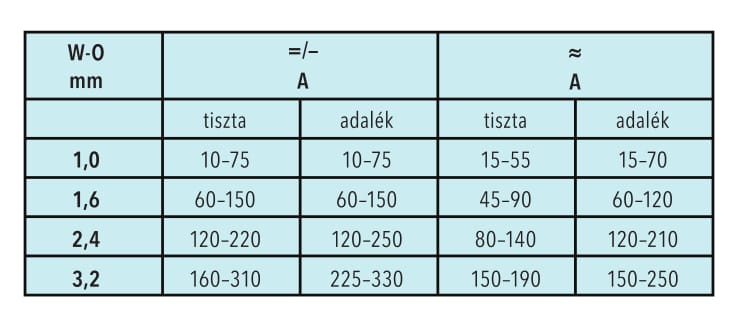
Az ívgyújtás megkönnyítése és az ívstabilitás javítása érdekében különböző fém-oxidokat tartalmazó
(általában 175 mm hosszú) elektródákat a színjelölés alapján lehet
megkülönböztetni:
Zöld (WP): tiszta volfrám, (=)/≈
Piros (WTh20): Tórium-oxidos, =
Szürke (WCe20): cérium-oxidos, =/≈
Arany (WLa15): lantán-oxidos, =/≈
TIG-felszerelés
TIG-HEGESZTŐÉGŐ (I.)
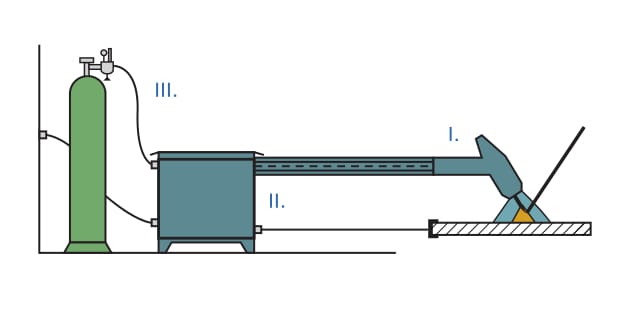
A volfrámelektróda rögzítésére és a védőgáz irányítására szolgáló hegesztőégőt és az áramforrást
kábelköteg köti össze. Ez utóbbi burkoló tömlője a védőgáztömlőt, az áram- és vezérlőkábelt, illetve –
vízhűtéses égőkhöz – a hűtőfolyadék-tömlőket fogja össze.
Az égő cserélhető, az elektróda átmérőhöz illeszkedő részei:
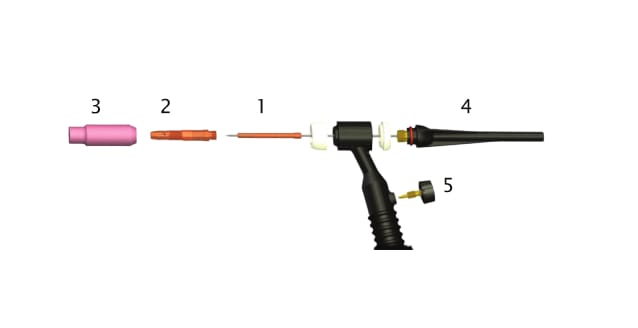 -patron (1),
-patron (1),
-patronbefogó (2),
-védőgázfúvóka („kerámia”) (3),
valamint a valamennyi elektródához használható, különböző hosszúságban kapható szorító sapka (4)
és a gázvezérlés nélküli gépekhez használható égő kézi gázszelepe (5).
ÁRAMFORRÁS (ÉS VEZÉRLÉS) (II.)
A bevont elektródás (MMA) áramforrások (l. E1 kiadványban) kézi gázszeleppel szerelt égővel alkalmasak
TIG hegesztésre is. Egyes TIG hegesztésre előkészített áramforrások el vannak látva ívgyújtást
támogató funkcióival is.
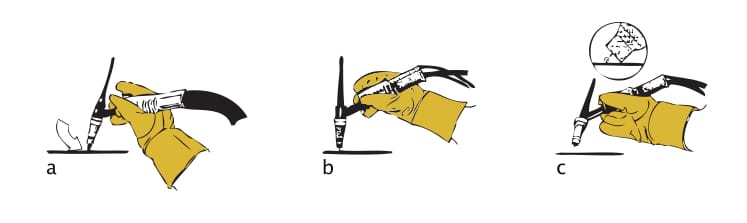
Ívgyújtás:
A „kaparó start” (a) némi ügyességet kíván, mert az áramforrás a gyújtás idejére nem szabályozza le
az áramot.
„TIG Start” funkcióval azonban ez megtörténik, az ív „kaparás” nélkül, egyszeri érintéssel (b) és az égő
finom felemelésével (c) gyújtható.
TIG-vezérlés
TIG-hegesztőgépekben a hegesztéshez szükséges védőgáz és hegesztőáram, ívgyújtással összehangolt
irányítására alkalmas vezérlést alkalmaznak, amelyet az égő kapcsoló- jával lehet működtetni. Ez
általában két módon lehetséges.
1. Kétütemű vezérlés:
2. Négyütemű vezérlés:
NF ívgyújtással, azaz nagyfrekvenciás, nagyfeszültségű szikraáthúzással a TIG hegesztőgépek alkalmasak érintés nélküli ívgyújtásra is.
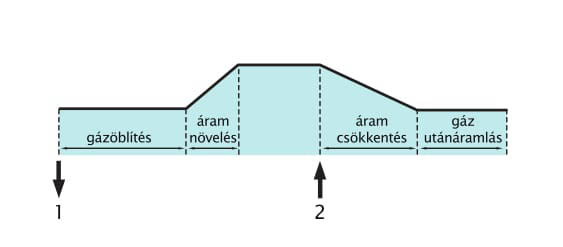
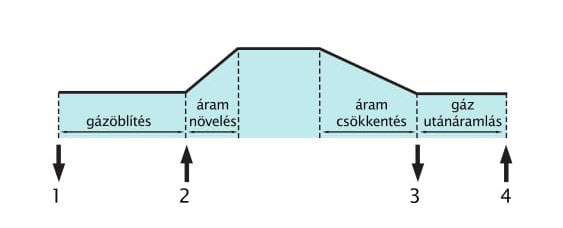
A FOLYAMATVEZÉRLÉS IDŐÉRTÉKEI
Gázöblítés: addig tartson, amíg nem tiszta védőgáz áramlik az égőből (négyütemű vezérlésnél ezt az
égőkapcsolóval irányítjuk).
Áramnövelés („slope up”): az elektróda egyenletes fel- hevítését szolgálja.
Áramcsökkentés („slope down”): a hegesztés befejezésekor keletkező kráter hűlését lassító
funkció (ezt a két értéket a gépen lehet állítani).
Gáz utánáramlás: addig tartson, amíg a befejezett varrat krátere lehűl és már nem hajlamos
oxidálódásra (négyütemű vezérlésnél ezt az égőkapcsolóval irányítjuk).

VÉDŐGÁZ (III.)

A TIG-hegesztéshez szükséges argon 200 bar nyomásra sűrített állapotban, gázpalackban (1) vagy eldobható palackban (2) kapható. Újratölthető palackokhoz kétféle nyomás- csökkentő terjedt el:

Az átfolyásmérővel ellátott készülék kimenő nyomása nem állítható (gyárilag rögzített érték), az alkalmazott égőhöz megfelelő gázmennyiséget (l/min) a kimeneti oldalon található fojtószeleppel lehet beállítani.

A l/min-ban kalibrált nyomásmérővel ellátott nyomás- csökkentőn a kimenő nyomás változtatásával lehet beállítani a kívánt gázmennyiséget. FONTOS! Ne használjon olyan nyomáscsökkentőt, amelynek csatlakozója nem pontosan illeszkedik a palackszelep kivezető csatlakozójához, vagy más gázhoz (pl. oxigénhez) alkalmas! Kisebb munkákhoz hasznos gázforrás a nem újratölthető, kb. 60 l sűrített gázt tartalmazó, „eldobható” palack, melyhez különleges lefejtő készlet szükséges.

Fontos!
| Tanulmányozza át alaposan a felszerelés használati útmutatóját! |
| Győződjön meg róla, hogy a felszerelés használata nem zavar másokat! |
| "A" besorolású készülékek csak ipari környezetben használhatók! |
| Felszerelésének elhasználódott villamos részeit ne dobja a kommunális hulladékba, adja át kereskedőjének! |
| Védje saját magát és környezetét az ív optikai sugárzásától! |
| Az ívhegesztés tűzveszélyes tevékenység. Legyen nagyon körültekintő! |
| Ívhegesztő felszerelés körül kialakuló elektromágneses tér veszélyt jelent az elektronikus gyógyászati eszközt viselők számára! |
| Az ívhegesztő felszerelés gondatlan használata mások számára is áramütés-veszélyt jelent. |
| Ívhegesztés során ártalmas gázok és füst keletkezik. Óvja saját és környezetének egészségét! |
TIG hegesztés
VOLFRÁMELEKTRÓDA
A TIG-hegesztés (teljes nevén volfrámelektródás, védőgázos ívhegesztés) meghatározó eleme a nagy
olvadási hőmér- hőmérsékletű, ezért az ív hőmérsékletén nem leolvadó, porkohászati úton előállított,
egyenáramú hegesztésnél jellemzően a negatív pólusra kapcsolt volfrámelektróda.
A szokásos átmérőjű elektródák áramterhelhetősége:
Az ívgyújtás megkönnyítése és az ívstabilitás javítása érdekében különböző fém-oxidokat tartalmazó
(általában 175 mm hosszú) elektródákat a színjelölés alapján lehet
megkülönböztetni:
Zöld (WP): tiszta volfrám, (=)/≈
Piros (WTh20): Tórium-oxidos, =
Szürke (WCe20): cérium-oxidos, =/≈
Arany (WLa15): lantán-oxidos, =/≈
TIG-felszerelés
TIG-HEGESZTŐÉGŐ (I.)
A volfrámelektróda rögzítésére és a védőgáz irányítására szolgáló hegesztőégőt és az áramforrást
kábelköteg köti össze. Ez utóbbi burkoló tömlője a védőgáztömlőt, az áram- és vezérlőkábelt, illetve –
vízhűtéses égőkhöz – a hűtőfolyadék-tömlőket fogja össze.
Az égő cserélhető, az elektróda átmérőhöz illeszkedő részei:
-patron (1),
-patronbefogó (2),
-védőgázfúvóka („kerámia”) (3),
valamint a valamennyi elektródához használható, különböző hosszúságban kapható szorító sapka (4)
és a gázvezérlés nélküli gépekhez használható égő kézi gázszelepe (5).
ÁRAMFORRÁS (ÉS VEZÉRLÉS) (II.)
A bevont elektródás (MMA) áramforrások (l. E1 kiadványban) kézi gázszeleppel szerelt égővel alkalmasak
TIG hegesztésre is. Egyes TIG hegesztésre előkészített áramforrások el vannak látva ívgyújtást
támogató funkcióival is.
Ívgyújtás:
A „kaparó start” (a) némi ügyességet kíván, mert az áramforrás a gyújtás idejére nem szabályozza le
az áramot.
„TIG Start” funkcióval azonban ez megtörténik, az ív „kaparás” nélkül, egyszeri érintéssel (b) és az égő
finom felemelésével (c) gyújtható.
TIG-vezérlés
TIG-hegesztőgépekben a hegesztéshez szükséges védőgáz és hegesztőáram, ívgyújtással összehangolt
irányítására alkalmas vezérlést alkalmaznak, amelyet az égő kapcsoló- jával lehet működtetni. Ez
általában két módon lehetséges.
1. Kétütemű vezérlés:
2. Négyütemű vezérlés:
NF ívgyújtással, azaz nagyfrekvenciás, nagyfeszültségű szikraáthúzással a TIG hegesztőgépek alkalmasak érintés nélküli ívgyújtásra is.
A FOLYAMATVEZÉRLÉS IDŐÉRTÉKEI
Gázöblítés: addig tartson, amíg nem tiszta védőgáz áramlik az égőből (négyütemű vezérlésnél ezt az
égőkapcsolóval irányítjuk).
Áramnövelés („slope up”): az elektróda egyenletes fel- hevítését szolgálja.
Áramcsökkentés („slope down”): a hegesztés befejezésekor keletkező kráter hűlését lassító
funkció (ezt a két értéket a gépen lehet állítani).
Gáz utánáramlás: addig tartson, amíg a befejezett varrat krátere lehűl és már nem hajlamos
oxidálódásra (négyütemű vezérlésnél ezt az égőkapcsolóval irányítjuk).
VÉDŐGÁZ (III.)
A TIG-hegesztéshez szükséges argon 200 bar nyomásra sűrített állapotban, gázpalackban (1) vagy eldobható palackban (2) kapható. Újratölthető palackokhoz kétféle nyomás- csökkentő terjedt el:
Az átfolyásmérővel ellátott készülék kimenő nyomása nem állítható (gyárilag rögzített érték), az alkalmazott égőhöz megfelelő gázmennyiséget (l/min) a kimeneti oldalon található fojtószeleppel lehet beállítani.
A l/min-ban kalibrált nyomásmérővel ellátott nyomás- csökkentőn a kimenő nyomás változtatásával lehet beállítani a kívánt gázmennyiséget. FONTOS! Ne használjon olyan nyomáscsökkentőt, amelynek csatlakozója nem pontosan illeszkedik a palackszelep kivezető csatlakozójához, vagy más gázhoz (pl. oxigénhez) alkalmas! Kisebb munkákhoz hasznos gázforrás a nem újratölthető, kb. 60 l sűrített gázt tartalmazó, „eldobható” palack, melyhez különleges lefejtő készlet szükséges.
Fontos!
| Tanulmányozza át alaposan a felszerelés használati útmutatóját! |
| Győződjön meg róla, hogy a felszerelés használata nem zavar másokat! |
| "A" besorolású készülékek csak ipari környezetben használhatók! |
| Felszerelésének elhasználódott villamos részeit ne dobja a kommunális hulladékba, adja át kereskedőjének! |
| Védje saját magát és környezetét az ív optikai sugárzásától! |
| Az ívhegesztés tűzveszélyes tevékenység. Legyen nagyon körültekintő! |
| Ívhegesztő felszerelés körül kialakuló elektromágneses tér veszélyt jelent az elektronikus gyógyászati eszközt viselők számára! |
| Az ívhegesztő felszerelés gondatlan használata mások számára is áramütés-veszélyt jelent. |
| Ívhegesztés során ártalmas gázok és füst keletkezik. Óvja saját és környezetének egészségét! |

Lánghegesztés
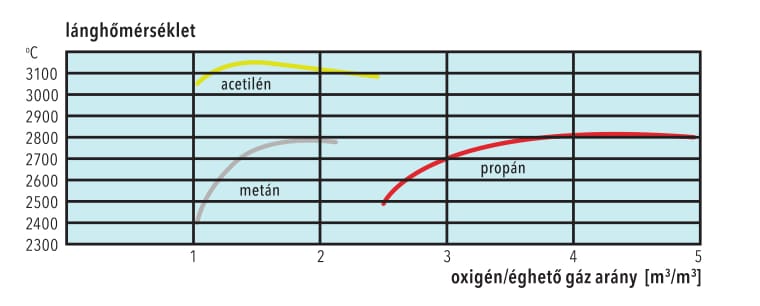
A hegesztőláng éghető gáz és oxigén, illetve levegő – az égő fúvókája révén – nagy áramlási sebességű keverékének elégetésével jön létre. A nagy teljesítményű, koncentrált láng nem csak hegesztésre, hanem számos rokon technológia megvalósítására is alkalmas, így lángvágásra, lágy- és keményforrasztásra, egyengetésre, hevítésre, revétlenítésre, stb. A láng hőmérséklete függ az oxigén/éghető gáz keverési aránytól, illetve az alkalmazott éghető gáz égési hőmérsékletétől és égéshőjétől.
A láng teljesítményét a felületegységre vonatkoztatott, ún. fajlagos teljesítménnyel jellemzik.
ÉGHETŐ GÁZOK
Acetilén: Különleges palackokban, oldószerben oldott állapotban kapható, széles körben alkalmazott gáz. Nagy lánghőmérséklet és égéshő jellemzi. Viszonylag kevés oxigént igényel (kb. 1,1 keverési arány). A palack gáz- tartalma arányos a palacknyomással.
Propán-bután: Nyomás alatt cseppfolyósított gázkeverék (LPG). Kisebb hőmérséklethez és kisebb fajlagos lágteljesítményhez lényegesen több oxigén szükséges, mint az acetilénhez. A palack gáztartalma nem arányos a palacknyomással!
Földgáz (metán): A pébéhez hasonló tulajdonságú éghető gáz, amely ipari felhasználók számára ellátó vezetékből, egyébként lényegesen drágábban sűrített gázként, palackban is kapható. Hatékony elégetéséhez ugyanannyi oxigén szükséges, mint az acetilénhez. A palack gáztartalma arányos a palacknyomással.
MAPP keverék: az acetilénét megközelítő hőmérsékletű és teljesítményű lángot adó, különleges gázkeverék, amely hazánkban nem újratölthető, kis palackokban érhető el. A palack gáztartalma arányos a palacknyomással.
A felszerelés
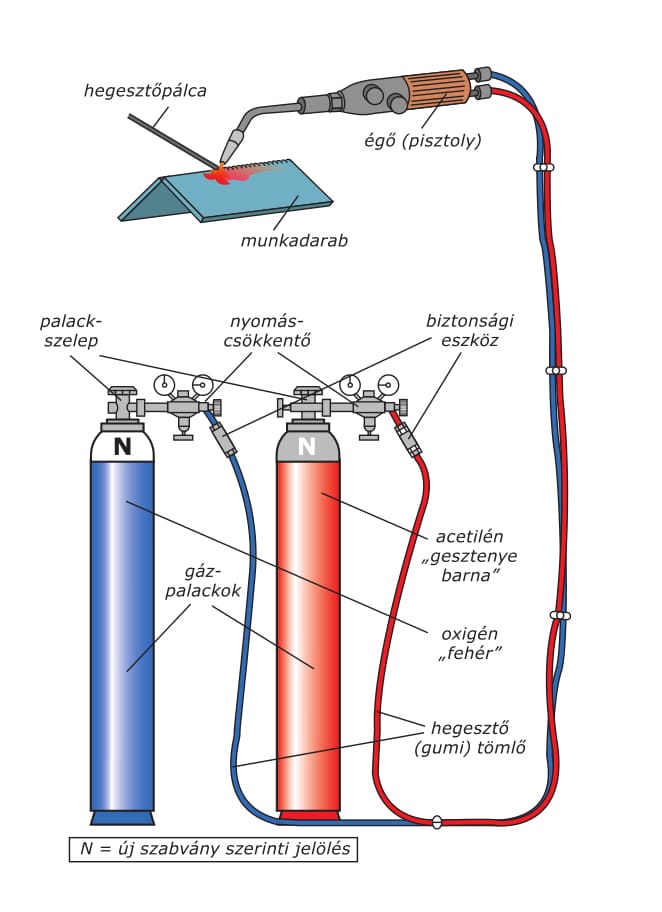

Gázpalackok
Újratölthető gázpalackok – különböző méretekben – arra jogosult forgalmazóknál szerezhetők be. Szállításukra, tárolásukra és kezelésükre szigorú szabályok vonakoznak (Gázpalack Biztonsági Szabályzat). A kis töltetű, ún. kompakt (nem újratölthető) palackok a kereskedelemben kaphatók, használatuk a kis töltetből adódóan kevésbé veszélyes, ám a tűzveszély miatt használatuk nagy körültekintést igényel.
Nyomáscsökkentők
Újratölthető gázpalackokhoz szabványos nyomáscsökkentőt kell használni. A kompakt gázpackokhoz kínált csatlakozó készlet tartalmazza a nyomáscsökkentőt is.
Hegesztő (gumi)tömlők
Általában szabványos hegesztőtömlőt ajánlott használni, ügyeljünk a színjelölésre:
− kék: oxigén
− piros: acetilén, fölgáz (metán), hidrogén
− narancs: propán-bután (LPG)
− szűrke: levegő
A párhuzamosan vezetett tömlővezetékeket legalább méterenként össze kell kapcsoni.
Égő (pisztoly)
Oxigén/éghető gáz készlet
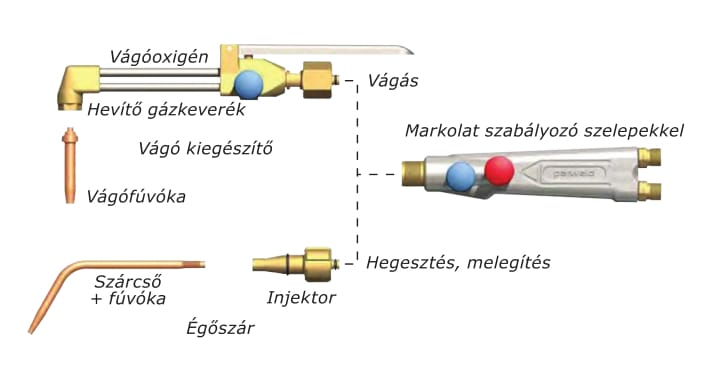
Légbeszívásos hevítő-forrasztó égő (LPG) és nyomás- csökkentő

Biztonsági eszköz
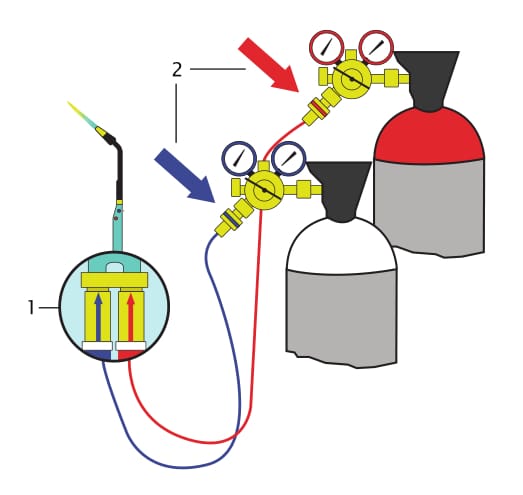
Rövid tömlővezeték esetén (amikor a palackok elérhető távolságra vannak) pisztolyra szerelt visszacsapásgátlókat (1) ajánlott használni, amikor pedig a palackok messzebb vannak, a nyomáscsökkentőre szerelt elvételi biztonsági eszközök (2) alkalmazása ajánlott.
Kompakt készülékek
Légbeszívásos forrasztókészülék MAPP gázpalackokra szerelve.
 Oxigén/MAPP kompakt palackos hegesztő/forrasztó készlet.
Oxigén/MAPP kompakt palackos hegesztő/forrasztó készlet.

Fontos!
| Tanulmányozza át alaposan a felszerelés használati útmutatóját! |
| Győződjön meg róla, hogy a felszerelés használata nem zavar másokat! |
| Védje saját magát és környezetét a láng optikai és hőssugárzásától! |
| A lánghegesztés tűzveszélyes tevékenység. Legyen nagyon körültekintő! |
| Lánghegesztés során ártalmas gázok és füst keletkezik. Különösen szűk, zárt térben nagy a veszély. |
 | Az oxigén ellenőrizetlen kiáramlása vagy tömítetlenség miatt kialakuló nagyobb oxigén- koncentráció fokozott tűzveszéllyel jár. Gondoskodjék a felszerelés gáztömörségéről! |
 | Kis légterű helyiségben végzett lánghegesztés oxigénhiányos állapotot okozhat, amely életveszélyes! |
 | Az éghető gázpalackok robbanásveszélyesek! Ismerje meg és tartsa be a palackok kezelésének, tárolásának és szállításának szabályait. |
Lánghegesztés
A hegesztőláng éghető gáz és oxigén, illetve levegő – az égő fúvókája révén – nagy áramlási sebességű keverékének elégetésével jön létre. A nagy teljesítményű, koncentrált láng nem csak hegesztésre, hanem számos rokon technológia megvalósítására is alkalmas, így lángvágásra, lágy- és keményforrasztásra, egyengetésre, hevítésre, revétlenítésre, stb. A láng hőmérséklete függ az oxigén/éghető gáz keverési aránytól, illetve az alkalmazott éghető gáz égési hőmérsékletétől és égéshőjétől.
A láng teljesítményét a felületegységre vonatkoztatott, ún. fajlagos teljesítménnyel jellemzik.
ÉGHETŐ GÁZOK
Acetilén: Különleges palackokban, oldószerben oldott állapotban kapható, széles körben alkalmazott gáz. Nagy lánghőmérséklet és égéshő jellemzi. Viszonylag kevés oxigént igényel (kb. 1,1 keverési arány). A palack gáz- tartalma arányos a palacknyomással.
Propán-bután: Nyomás alatt cseppfolyósított gázkeverék (LPG). Kisebb hőmérséklethez és kisebb fajlagos lágteljesítményhez lényegesen több oxigén szükséges, mint az acetilénhez. A palack gáztartalma nem arányos a palacknyomással!
Földgáz (metán): A pébéhez hasonló tulajdonságú éghető gáz, amely ipari felhasználók számára ellátó vezetékből, egyébként lényegesen drágábban sűrített gázként, palackban is kapható. Hatékony elégetéséhez ugyanannyi oxigén szükséges, mint az acetilénhez. A palack gáztartalma arányos a palacknyomással.
MAPP keverék: az acetilénét megközelítő hőmérsékletű és teljesítményű lángot adó, különleges gázkeverék, amely hazánkban nem újratölthető, kis palackokban érhető el. A palack gáztartalma arányos a palacknyomással.
A felszerelés
Gázpalackok
Újratölthető gázpalackok – különböző méretekben – arra jogosult forgalmazóknál szerezhetők be. Szállításukra, tárolásukra és kezelésükre szigorú szabályok vonakoznak (Gázpalack Biztonsági Szabályzat). A kis töltetű, ún. kompakt (nem újratölthető) palackok a kereskedelemben kaphatók, használatuk a kis töltetből adódóan kevésbé veszélyes, ám a tűzveszély miatt használatuk nagy körültekintést igényel.
Nyomáscsökkentők
Újratölthető gázpalackokhoz szabványos nyomáscsökkentőt kell használni. A kompakt gázpackokhoz kínált csatlakozó készlet tartalmazza a nyomáscsökkentőt is.
Hegesztő (gumi)tömlők
Általában szabványos hegesztőtömlőt ajánlott használni, ügyeljünk a színjelölésre:
− kék: oxigén
− piros: acetilén, fölgáz (metán), hidrogén
− narancs: propán-bután (LPG)
− szűrke: levegő
A párhuzamosan vezetett tömlővezetékeket legalább méterenként össze kell kapcsoni.
Égő (pisztoly)
Oxigén/éghető gáz készlet
Légbeszívásos hevítő-forrasztó égő (LPG) és nyomás- csökkentő
Biztonsági eszköz
Rövid tömlővezeték esetén (amikor a palackok elérhető távolságra vannak) pisztolyra szerelt visszacsapásgátlókat (1) ajánlott használni, amikor pedig a palackok messzebb vannak, a nyomáscsökkentőre szerelt elvételi biztonsági eszközök (2) alkalmazása ajánlott.
Kompakt készülékek
Légbeszívásos forrasztókészülék MAPP gázpalackokra szerelve.
Oxigén/MAPP kompakt palackos hegesztő/forrasztó készlet.
Fontos!
| Tanulmányozza át alaposan a felszerelés használati útmutatóját! |
| Győződjön meg róla, hogy a felszerelés használata nem zavar másokat! |
| Védje saját magát és környezetét a láng optikai és hőssugárzásától! |
| A lánghegesztés tűzveszélyes tevékenység. Legyen nagyon körültekintő! |
| Lánghegesztés során ártalmas gázok és füst keletkezik. Különösen szűk, zárt térben nagy a veszély. |
| Az oxigén ellenőrizetlen kiáramlása vagy tömítetlenség miatt kialakuló nagyobb oxigén- koncentráció fokozott tűzveszéllyel jár. Gondoskodjék a felszerelés gáztömörségéről! |
| Kis légterű helyiségben végzett lánghegesztés oxigénhiányos állapotot okozhat, amely életveszélyes! |
| Az éghető gázpalackok robbanásveszélyesek! Ismerje meg és tartsa be a palackok kezelésének, tárolásának és szállításának szabályait. |

Plazmavágás
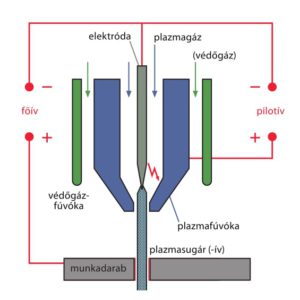
A csaknem minden fém vágására alkalmas plazmavágás hőforrása a plazmafúvókán keresztül áramló, nagy sebességű, igen nagy hőmérsékletű (> 20000 K) plazmasugár. Mivel az ábrán látható elrendezésben a plazmasugár a plazmaállapot fenntartásához szükséges áramot is vezeti, ezért plazmaívnek nevezzük. A plazmaív létrehozásához szükség van a megfelelő áramlási sebességű plazmagázra és egy segédívre (pilotívre), amelyet a plazmafúvóka és az elektróda között hozunk létre. Az így létrehozott plazmasugár a munkadarabhoz érve, áram- vezetővé válik, és ettől kezdve a főív áramforrása által fenntartott áram (a „vágóáram”) tartja fenn a plazma állapotot, a segédívre már nincs szükség.
PLAZMAGÁZOK
Sűrített levegő: a legolcsóbb, általánosan használt gáz. Csak nagy tisztaságú levegő alkalmas plazmavágásra. Max. olaj tartalom (< 0,1 mg/m³), max. nedvesség (min. +30°C). Elsősorban szénacél és alumínium vágására alkalmas. Hálózati levegő csak megfelelő szűrő és páraleválasztó alkalmazásával használható plazmavágásra!
Argon-hidrogén keverék (H35): 35% hidrogén tartalmú argon ideális tiszta, szép vágásokhoz, rozsdamentes acélokhoz is alkalmas. Sűrített formában, gázpalackban kapható.
Nitrogén: erősen ötvözött acélhoz, hidrogénnel keverve alumínium vágásához is alkalmas. Sűrített formában, gázpalackban kapható.
A felszerelés
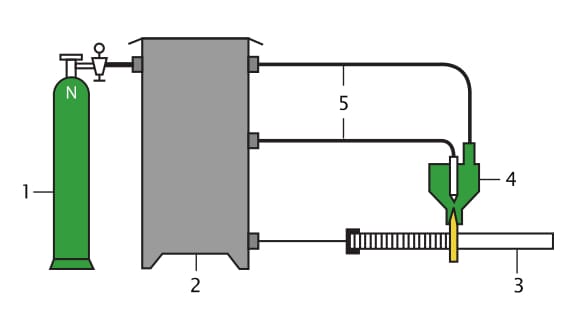
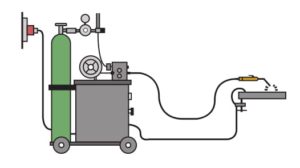
A plazmagázt nyomáscsökkentővel felszerelt gázpalackból (1) vagy (megfelelő szűréssel) vezetékből nyerjük. A folyamathoz szükséges nagy feszültségen a vágóáramot biztosító áramforrás (2) képes a plazmaív gyújtására, a szükséges gázáram beállítására és szabályozására, valamint a folyamat vezérlésére. A munkadarabot (3) a testkábel kapcsolja az áramforrás + kapcsához. A felszerelést a vágóégő (4) teszi teljessé, amelyet a megfelelő teljesítményű plazmaív begyújtására és fenntartására alakítanak ki. Az égőhöz szükséges vezetékeket (áram- és vezérlőkábel), illetve tömlőket (plazmagáz, – ha van –védőgáz és hűtővíz) strapabíró burkolattal egyesített kábel– és tömlőköteg (5) köti össze az áramforrással.
ÁRAMFORRÁS
Az áramforrás teljesítményét a beállítható legnagyobb vágóáram határozza meg, amely arányos az átvágható vastagsággal.
A vágóáram beállítási tartománya megadja az áramforrás – egyezményes, a plazmavágásra jellemző nagy munkafeszültség mellett – beállítható legkisebb és legnagyobb áramát.
Üres járási feszültség: a plazmavágó áramforrások üres járási feszültsége (megengedett értéke max. 500 V) lényegesen nagyobb, mint az ívhegesztő áramforrásoké. A veszélyes feszültség érintésének megakadályozására a plazmavágó berendezéseket biztonsági funkcióval látják el, amely csak az áramforráshoz tartozó égővel működőképes.
Bekapcsolási idő: Egy szabványos ciklus (10 min) ideje alatti terhelés megengedett ideje. Túllépése az áramforrás nem megengedett melegedéséhez vezet. Ha ez bekövetkezik, az áramforrás hővédelme lekapcsolja a tápellátást, kigyullad a narancsszínű jelzőfény. Ha ez elalszik, csak akkor lehet folytatni a munkát.
Gázvezérlés: a plazmavágó áramforrásokat általában tartalmazzák a plazma- és védőgáz mennyiségét szabályozó egységgel.
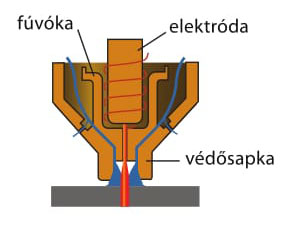
VÁGÓÉGŐ
Az áramforrással szerves egységet képező vágóégő kézi plazmavágáshoz több kivitelben kapható:
Hagyományos rendszer a legegyszerűbb. Védősapka nélkül csak távtartóval használható, nem támasztható a lemezre.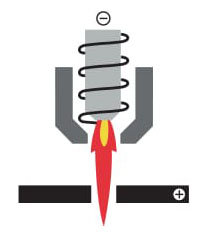
A védőgázos rendszerben a plazmagáz mellett második, ún. védőgáz áram szolgál a fúvóka védelmére és az ömledék eltávolításának támogatására. Egygázos rendszerben a védő gáz azonos a plazmagázzal, kétgázos rendszerben attól különbözhet.

A vágóégőkhöz gyakran használnak védőfúvókát, amely villamosan szigetelt, és lehetővé teszi az égő lemezre támasztását vágás közben.
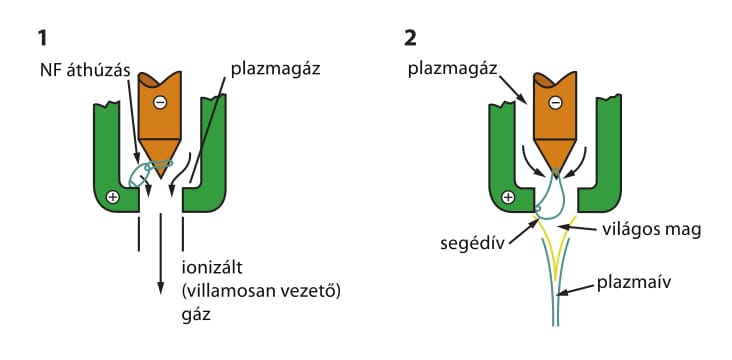
ÍVGYÚJTÁS
NF áthúzással (1): a lemezre támasztott égő elektródája és a fúvóka között N-áthúzás ionizálja az áramló plazmagázt, amely így vezetővé válik, létrejön a plazmaív.
Segéd (pilot) ívvel (2): az elektróda és fúvóka közötti NF áthúzás létrehozza a segédívet (világos mag), amelyet a lemezhez közelítve, létrejön a plazmaív.
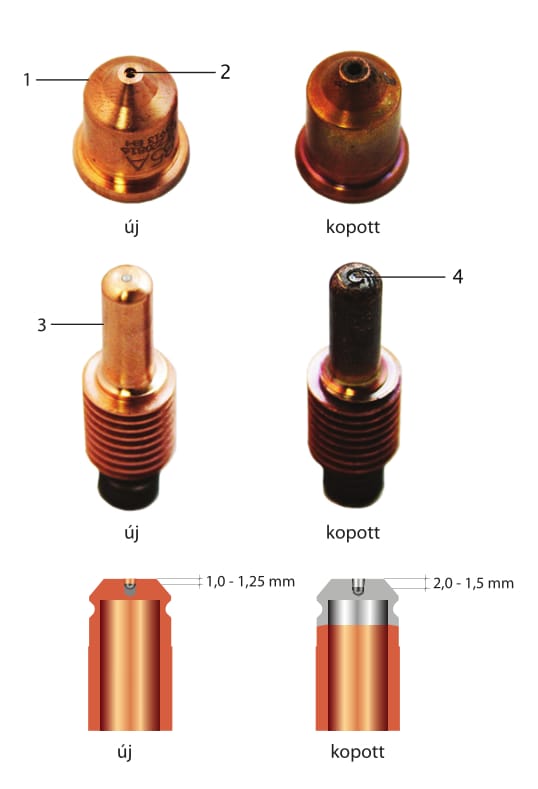
A kifogástalan működés feltételei:
1. Az elektróda ülék tisztasága
2. Az elhasználódott fogyó alkatrészek cseréje
− A fúvóka akkor megfelelő, ha pereme (1) és furata (2) sértetlen.
− Az elektróda oldalfelülete (3) sértetlen és az elektróda volfrám vagy hafnium betét fogyása (4) elfogadható szintű.
GÁZELLÁTÁS
A gázpalack szelepéhez illeszkedő nyomáscsökkentőt kell használni. Az áramforrásra szerelt vagy beépített levegőszűrő és szabályozó egységet gyakran kell tisztítani, mert csak száraz, olajmentes levegővel lehet elfogadható vágást végezni. A levegő szennyeződése rohamosan csökkenti a fogyó alkatrészek élettartamát.

Fontos!
| Tanulmányozza át alaposan a felszerelés használati útmutatóját! |
| Győződjön meg róla, hogy a felszerelés használata nem zavar másokat! |
| "A" besorolású készülékek csak ipari környezetben használhatók! |
| Felszerelésének elhasználódott villamos részeit ne dobja a kommunális hulladékba, adja át kereskedőjének! |
| Védje saját magát és környezetét az ív optikai sugárzásától! |
 | A plazmavágás tűzveszélyes tevékenység. Legyen nagyon körültekintő! |
| A plazmavágó felszerelés körül kialakuló elektromágneses tér veszélyt jelent az elektronikus gyógyászati eszközt viselők számára! |
| Plazmavágás során ártalmas gázok és füst keletkezik. Óvja saját és környezetének egészségét! |
Plazmavágás
A csaknem minden fém vágására alkalmas plazmavágás hőforrása a plazmafúvókán keresztül áramló, nagy sebességű, igen nagy hőmérsékletű (> 20000 K) plazmasugár. Mivel az ábrán látható elrendezésben a plazmasugár a plazmaállapot fenntartásához szükséges áramot is vezeti, ezért plazmaívnek nevezzük. A plazmaív létrehozásához szükség van a megfelelő áramlási sebességű plazmagázra és egy segédívre (pilotívre), amelyet a plazmafúvóka és az elektróda között hozunk létre. Az így létrehozott plazmasugár a munkadarabhoz érve, áram- vezetővé válik, és ettől kezdve a főív áramforrása által fenntartott áram (a „vágóáram”) tartja fenn a plazma állapotot, a segédívre már nincs szükség.
PLAZMAGÁZOK
Sűrített levegő: a legolcsóbb, általánosan használt gáz. Csak nagy tisztaságú levegő alkalmas plazmavágásra. Max. olaj tartalom (< 0,1 mg/m³), max. nedvesség (min. +30°C). Elsősorban szénacél és alumínium vágására alkalmas. Hálózati levegő csak megfelelő szűrő és páraleválasztó alkalmazásával használható plazmavágásra!
Argon-hidrogén keverék (H35): 35% hidrogén tartalmú argon ideális tiszta, szép vágásokhoz, rozsdamentes acélokhoz is alkalmas. Sűrített formában, gázpalackban kapható.
Nitrogén: erősen ötvözött acélhoz, hidrogénnel keverve alumínium vágásához is alkalmas. Sűrített formában, gázpalackban kapható.
A felszerelés
A plazmagázt nyomáscsökkentővel felszerelt gázpalackból (1) vagy (megfelelő szűréssel) vezetékből nyerjük. A folyamathoz szükséges nagy feszültségen a vágóáramot biztosító áramforrás (2) képes a plazmaív gyújtására, a szükséges gázáram beállítására és szabályozására, valamint a folyamat vezérlésére. A munkadarabot (3) a testkábel kapcsolja az áramforrás + kapcsához. A felszerelést a vágóégő (4) teszi teljessé, amelyet a megfelelő teljesítményű plazmaív begyújtására és fenntartására alakítanak ki. Az égőhöz szükséges vezetékeket (áram- és vezérlőkábel), illetve tömlőket (plazmagáz, – ha van –védőgáz és hűtővíz) strapabíró burkolattal egyesített kábel– és tömlőköteg (5) köti össze az áramforrással.
ÁRAMFORRÁS
Az áramforrás teljesítményét a beállítható legnagyobb vágóáram határozza meg, amely arányos az átvágható vastagsággal.
A vágóáram beállítási tartománya megadja az áramforrás – egyezményes, a plazmavágásra jellemző nagy munkafeszültség mellett – beállítható legkisebb és legnagyobb áramát.
Üres járási feszültség: a plazmavágó áramforrások üres járási feszültsége (megengedett értéke max. 500 V) lényegesen nagyobb, mint az ívhegesztő áramforrásoké. A veszélyes feszültség érintésének megakadályozására a plazmavágó berendezéseket biztonsági funkcióval látják el, amely csak az áramforráshoz tartozó égővel működőképes.
Bekapcsolási idő: Egy szabványos ciklus (10 min) ideje alatti terhelés megengedett ideje. Túllépése az áramforrás nem megengedett melegedéséhez vezet. Ha ez bekövetkezik, az áramforrás hővédelme lekapcsolja a tápellátást, kigyullad a narancsszínű jelzőfény. Ha ez elalszik, csak akkor lehet folytatni a munkát.
Gázvezérlés: a plazmavágó áramforrásokat általában tartalmazzák a plazma- és védőgáz mennyiségét szabályozó egységgel.
VÁGÓÉGŐ
Az áramforrással szerves egységet képező vágóégő kézi plazmavágáshoz több kivitelben kapható:
Hagyományos rendszer a legegyszerűbb. Védősapka nélkül csak távtartóval használható, nem támasztható a lemezre.
A védőgázos rendszerben a plazmagáz mellett második, ún. védőgáz áram szolgál a fúvóka védelmére és az ömledék eltávolításának támogatására. Egygázos rendszerben a védő gáz azonos a plazmagázzal, kétgázos rendszerben attól különbözhet.
A vágóégőkhöz gyakran használnak védőfúvókát, amely villamosan szigetelt, és lehetővé teszi az égő lemezre támasztását vágás közben.
ÍVGYÚJTÁS
NF áthúzással (1): a lemezre támasztott égő elektródája és a fúvóka között N-áthúzás ionizálja az áramló plazmagázt, amely így vezetővé válik, létrejön a plazmaív.
Segéd (pilot) ívvel (2): az elektróda és fúvóka közötti NF áthúzás létrehozza a segédívet (világos mag), amelyet a lemezhez közelítve, létrejön a plazmaív.
A kifogástalan működés feltételei:
1. Az elektróda ülék tisztasága
2. Az elhasználódott fogyó alkatrészek cseréje
− A fúvóka akkor megfelelő, ha pereme (1) és furata (2) sértetlen.
− Az elektróda oldalfelülete (3) sértetlen és az elektróda volfrám vagy hafnium betét fogyása (4) elfogadható szintű.
GÁZELLÁTÁS
A gázpalack szelepéhez illeszkedő nyomáscsökkentőt kell használni. Az áramforrásra szerelt vagy beépített levegőszűrő és szabályozó egységet gyakran kell tisztítani, mert csak száraz, olajmentes levegővel lehet elfogadható vágást végezni. A levegő szennyeződése rohamosan csökkenti a fogyó alkatrészek élettartamát.
Fontos!
| Tanulmányozza át alaposan a felszerelés használati útmutatóját! |
| Győződjön meg róla, hogy a felszerelés használata nem zavar másokat! |
| "A" besorolású készülékek csak ipari környezetben használhatók! |
| Felszerelésének elhasználódott villamos részeit ne dobja a kommunális hulladékba, adja át kereskedőjének! |
| Védje saját magát és környezetét az ív optikai sugárzásától! |
| A plazmavágás tűzveszélyes tevékenység. Legyen nagyon körültekintő! |
| A plazmavágó felszerelés körül kialakuló elektromágneses tér veszélyt jelent az elektronikus gyógyászati eszközt viselők számára! |
| Plazmavágás során ártalmas gázok és füst keletkezik. Óvja saját és környezetének egészségét! |