
A bevont elektróda
 KÉZI ÍVHEGESZTÉS BEVONT ELEKTRÓDÁVAL
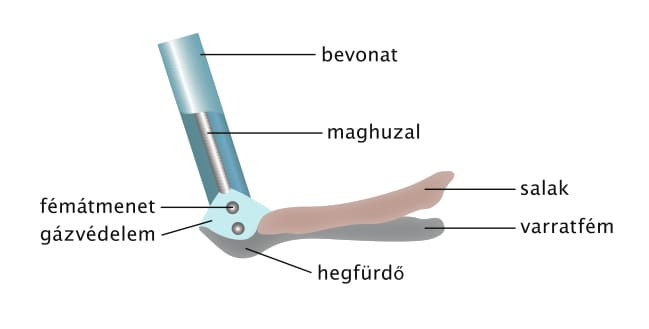
A maghuzalra préselt bevonat megolvad és gázt fejleszt, ami védelmet nyújt a levegő nitrogénjével és oxigénjével szemben (gázvédelem), és folyékony, majd megdermedő salakot képez. Mindkettő nélkülözhetetlen a megbízható hegesztéshez. A bevonat összetétele emellett befolyásolja a fémátmenetet (finom- vagy nagycseppes) és a varratformálást, a varratfém vegyi összetételét és mechanikai tulajdonságait.
A FONTOSABB BEVONAT TÍPUSOK:
Rutilos (R): A bevonat nagy mennyiségben tartalmaz rutilt (titán tartalmú ércet). Általában jól kezelhető, könnyen gyújtható és újra gyújtható elektróda. Jól tűri a hegesztett felület szennyeződéseit és az illesztési hézag változását, ezért fűző-, rögzítő varratokhoz kiválóak. Az ív stabil és rugalmas, kevésbé érzékeny az ívhossz változására, ezért kevésbé képzett hegesztők is könnyen boldogulnak vele. Minden helyzetben, függőlegesen lefelé is használható.
Vastag bevonatú rutilos (RR): A megnövelt bevonat- vastagság miatt több, de gyorsan dermedő, könnyen eltávolítható salak keletkezik, aminek fontos szerepe van a varrat formálásában, ezért csak vízszintes helyzetben használható. Kifejezetten kis fröcskölés, stabil ív jellemzi.
Rutil-cellulóz (RC): Az alaptípusnál (R) több cellulózt tartalmazó bevonat jobb hegesztési tulajdonságokat és könnyebben eltávolítható salakot biztosít. Minden helyzetben, függőlegesen lefelé is
használható.
Bázikus (B): A rutilos elektródákénál sokkal tisztább, ezért jobb minőségű varratfémet eredményező bevonat jellegzetes alkotója a CaCO3 (kalcium-karbonát). Ennek azonban ára van: általában közepesnél nagyobb cseppleválás jellemzi, érzékeny az ívhosszra. Gyújtása és újragyújtása bizonytalan. A bevonat nedvszívó, emiatt – különösen igényes alkalmazásokban – felhasználás előtt ki kell szárítani. A korszerűbb változatoknak már jobbak a hegesztési tulajdonságai, egyes – különleges típusai – függőlegesen lefelé hegesztésre is alkalmasak.
KÉZI ÍVHEGESZTÉS BEVONT ELEKTRÓDÁVAL
A maghuzalra préselt bevonat megolvad és gázt fejleszt, ami védelmet nyújt a levegő nitrogénjével és oxigénjével szemben (gázvédelem), és folyékony, majd megdermedő salakot képez. Mindkettő nélkülözhetetlen a megbízható hegesztéshez. A bevonat összetétele emellett befolyásolja a fémátmenetet (finom- vagy nagycseppes) és a varratformálást, a varratfém vegyi összetételét és mechanikai tulajdonságait.
A FONTOSABB BEVONAT TÍPUSOK:
Rutilos (R): A bevonat nagy mennyiségben tartalmaz rutilt (titán tartalmú ércet). Általában jól kezelhető, könnyen gyújtható és újra gyújtható elektróda. Jól tűri a hegesztett felület szennyeződéseit és az illesztési hézag változását, ezért fűző-, rögzítő varratokhoz kiválóak. Az ív stabil és rugalmas, kevésbé érzékeny az ívhossz változására, ezért kevésbé képzett hegesztők is könnyen boldogulnak vele. Minden helyzetben, függőlegesen lefelé is használható.
Vastag bevonatú rutilos (RR): A megnövelt bevonat- vastagság miatt több, de gyorsan dermedő, könnyen eltávolítható salak keletkezik, aminek fontos szerepe van a varrat formálásában, ezért csak vízszintes helyzetben használható. Kifejezetten kis fröcskölés, stabil ív jellemzi.
Rutil-cellulóz (RC): Az alaptípusnál (R) több cellulózt tartalmazó bevonat jobb hegesztési tulajdonságokat és könnyebben eltávolítható salakot biztosít. Minden helyzetben, függőlegesen lefelé is
használható.
Bázikus (B): A rutilos elektródákénál sokkal tisztább, ezért jobb minőségű varratfémet eredményező bevonat jellegzetes alkotója a CaCO3 (kalcium-karbonát). Ennek azonban ára van: általában közepesnél nagyobb cseppleválás jellemzi, érzékeny az ívhosszra. Gyújtása és újragyújtása bizonytalan. A bevonat nedvszívó, emiatt – különösen igényes alkalmazásokban – felhasználás előtt ki kell szárítani. A korszerűbb változatoknak már jobbak a hegesztési tulajdonságai, egyes – különleges típusai – függőlegesen lefelé hegesztésre is alkalmasak.

 A felszerelés
A felszerelés
 A kézi ívhegesztés alapvető változója a hegesztőáram. Az elektródafogó, a testkábel-csatlakozó, a hegesztő- és testkábel, valamint az áramforrás megválasztása ez alapján történik.
A hegesztőáram mértékét az elektróda fajtája és átmérője szabja meg:
Ökölszabály: Iheg = 45 x Ø Dmaghuzal (pl. Ø 2,0 mm-es elektródához 90 A hegesztőáram szükséges) Ez az érték ± 20–30 %-kal változhat. Kisebb áram kell gyökhegesztéshez, pozícióhegesztéshez és saválló elektródához. Nagyobb áram szükséges vastag alapanyaghoz, nemfémes anyaghoz (réz,alumínium).
Az elektródafogó névleges áramterhelhetősége ne legyen kisebb az alkalmazott hegesztőáramnál. Az elektródafogóhoz alkalmas elektróda átmérők és a hegesztő- és testkábel javasolt mérete:
A kézi ívhegesztés alapvető változója a hegesztőáram. Az elektródafogó, a testkábel-csatlakozó, a hegesztő- és testkábel, valamint az áramforrás megválasztása ez alapján történik.
A hegesztőáram mértékét az elektróda fajtája és átmérője szabja meg:
Ökölszabály: Iheg = 45 x Ø Dmaghuzal (pl. Ø 2,0 mm-es elektródához 90 A hegesztőáram szükséges) Ez az érték ± 20–30 %-kal változhat. Kisebb áram kell gyökhegesztéshez, pozícióhegesztéshez és saválló elektródához. Nagyobb áram szükséges vastag alapanyaghoz, nemfémes anyaghoz (réz,alumínium).
Az elektródafogó névleges áramterhelhetősége ne legyen kisebb az alkalmazott hegesztőáramnál. Az elektródafogóhoz alkalmas elektróda átmérők és a hegesztő- és testkábel javasolt mérete:
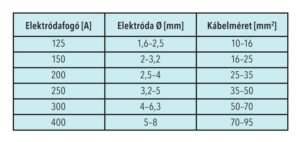
 Ezek az adatok összesen 10 m hosszú hegesztő- és testkábel esetén használhatóak. Hosszabb kábelek esetén nagyobb kábelkeresztmetszetet kell választani. A testcsatlakozó terhelhetősége ne legyen kisebb az elektródafogóénál! 200–250 A-ig megbízhatók a rugós testcsatlakozók. Nagyobb áramhoz menetes szorítású használata indokolt. Mágneses csatlakozóhoz mágnesezhető anyag és fém- tiszta felület szükséges!
Ezek az adatok összesen 10 m hosszú hegesztő- és testkábel esetén használhatóak. Hosszabb kábelek esetén nagyobb kábelkeresztmetszetet kell választani. A testcsatlakozó terhelhetősége ne legyen kisebb az elektródafogóénál! 200–250 A-ig megbízhatók a rugós testcsatlakozók. Nagyobb áramhoz menetes szorítású használata indokolt. Mágneses csatlakozóhoz mágnesezhető anyag és fém- tiszta felület szükséges!
 Az áramforrás
Az áramforrás
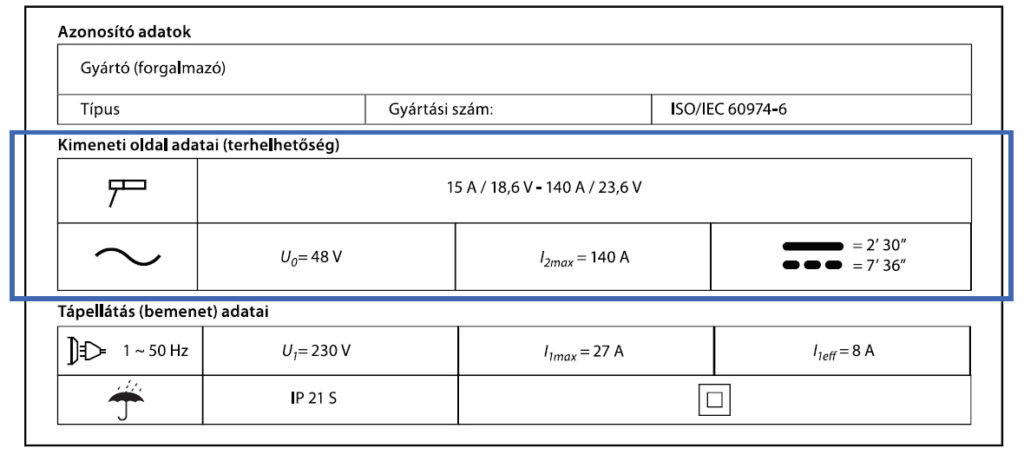
 Az áramforrás teljesítményét a beállítható legnagyobb hegesztőáram (I2max) jellemzi. Beállítási tartomány (15 A/18,6 V – 140 A/23,6 V) megadja az áramforrás – egyezményes munkafeszültség mellett – beállítható legkisebb és legnagyobb áramát. Figyelem! Nagyobb ívfeszültség (vastag bevonatú elektróda vagy hosszabb ív tartása) miatt ezek az értékek változhatnak. A legnagyobb áram esetében ilyenkor csökken a terhelhetőség, a hőkioldó hamarabb leold.
Üresjárási feszültség: az áramforrás kapcsain üresjárásban megjelenő legnagyobb feszültség.
Maximális terhelő (hegesztő) áram: az áramforráson – az egyezményes munkafeszültség és + 20°C mellett – beállítható legnagyobb áram.
Bekapcsolási idő: 60 perc alatt a maximális árammal és + 20 °C hőmérsékleten lehetséges terhelési, hegesztési idő (folyamatos vonal), illetve a túlmelegedett áramforrás visszahűtéséhez szükséges ún. visszaállítási idő (szaggatott vonal) betartása mellett. Azaz 1 óra alatt összesen ennyi ideig lehet hegeszteni a legnagyobb beállítható árammal. Ezek az adatok az azonos szabvány (MSZ EN 60974-6) szerint gyártott áramforrások terhelhetőségének összehasonlítására alkalmasak
Az áramforrás teljesítményét a beállítható legnagyobb hegesztőáram (I2max) jellemzi. Beállítási tartomány (15 A/18,6 V – 140 A/23,6 V) megadja az áramforrás – egyezményes munkafeszültség mellett – beállítható legkisebb és legnagyobb áramát. Figyelem! Nagyobb ívfeszültség (vastag bevonatú elektróda vagy hosszabb ív tartása) miatt ezek az értékek változhatnak. A legnagyobb áram esetében ilyenkor csökken a terhelhetőség, a hőkioldó hamarabb leold.
Üresjárási feszültség: az áramforrás kapcsain üresjárásban megjelenő legnagyobb feszültség.
Maximális terhelő (hegesztő) áram: az áramforráson – az egyezményes munkafeszültség és + 20°C mellett – beállítható legnagyobb áram.
Bekapcsolási idő: 60 perc alatt a maximális árammal és + 20 °C hőmérsékleten lehetséges terhelési, hegesztési idő (folyamatos vonal), illetve a túlmelegedett áramforrás visszahűtéséhez szükséges ún. visszaállítási idő (szaggatott vonal) betartása mellett. Azaz 1 óra alatt összesen ennyi ideig lehet hegeszteni a legnagyobb beállítható árammal. Ezek az adatok az azonos szabvány (MSZ EN 60974-6) szerint gyártott áramforrások terhelhetőségének összehasonlítására alkalmasak

 Hálózati csatlakozás
Hálózati csatlakozás
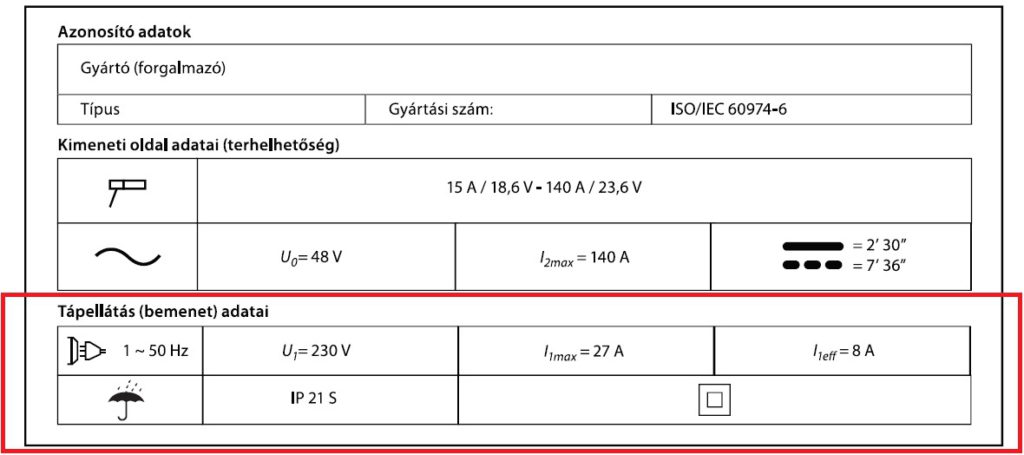 Adattábla
A fenti példa egy olyan áramforrásé, amelynek
– tápfeszültsége 1×230 V, 50 Hz
– legnagyobb áramfelvétele 27 A
– legnagyobb átlagárama: 8 A
Védeni kell a csapadéktól (ez a jel nem szerepel az IP 23 védettségű készülékeken, amelyek védettek a csepegő vízzel szemben).
Érintésvédelmi osztály: kettős szigetelés. Figyelem! A kettős szigetelésű áramforrásoknak is lehet földelő vezetéke, amelyet a hatékony zavarszűrés miatt kell bekötni, illetve földelt aljzathoz csatlakoztatni!
A tápcsatlakozás védelme:
A hálózat zárlatvédelmét és a hálózati csatlakozóvezeték túlterhelésének védelmét szolgáló olvadó biztosíték vagy kismegszakító névleges áramát (In) és megszakítási idejét (t) úgy kell megválasztani, hogy a védelmi eszköz a hegesztő berendezés felvett legnagyobb áramát (I1max) a hozzá tartozó bekapcsolási tényezőből meghatározott ideig tartani tudja. Általában lomha biztosítékot vagy C besorolású kismegszakítót kell használni.
Fontos!
Adattábla
A fenti példa egy olyan áramforrásé, amelynek
– tápfeszültsége 1×230 V, 50 Hz
– legnagyobb áramfelvétele 27 A
– legnagyobb átlagárama: 8 A
Védeni kell a csapadéktól (ez a jel nem szerepel az IP 23 védettségű készülékeken, amelyek védettek a csepegő vízzel szemben).
Érintésvédelmi osztály: kettős szigetelés. Figyelem! A kettős szigetelésű áramforrásoknak is lehet földelő vezetéke, amelyet a hatékony zavarszűrés miatt kell bekötni, illetve földelt aljzathoz csatlakoztatni!
A tápcsatlakozás védelme:
A hálózat zárlatvédelmét és a hálózati csatlakozóvezeték túlterhelésének védelmét szolgáló olvadó biztosíték vagy kismegszakító névleges áramát (In) és megszakítási idejét (t) úgy kell megválasztani, hogy a védelmi eszköz a hegesztő berendezés felvett legnagyobb áramát (I1max) a hozzá tartozó bekapcsolási tényezőből meghatározott ideig tartani tudja. Általában lomha biztosítékot vagy C besorolású kismegszakítót kell használni.
Fontos!
KÉZI ÍVHEGESZTÉS BEVONT ELEKTRÓDÁVAL
A maghuzalra préselt bevonat megolvad és gázt fejleszt, ami védelmet nyújt a levegő nitrogénjével és oxigénjével szemben (gázvédelem), és folyékony, majd megdermedő salakot képez. Mindkettő nélkülözhetetlen a megbízható hegesztéshez. A bevonat összetétele emellett befolyásolja a fémátmenetet (finom- vagy nagycseppes) és a varratformálást, a varratfém vegyi összetételét és mechanikai tulajdonságait.
A FONTOSABB BEVONAT TÍPUSOK:
Rutilos (R): A bevonat nagy mennyiségben tartalmaz rutilt (titán tartalmú ércet). Általában jól kezelhető, könnyen gyújtható és újra gyújtható elektróda. Jól tűri a hegesztett felület szennyeződéseit és az illesztési hézag változását, ezért fűző-, rögzítő varratokhoz kiválóak. Az ív stabil és rugalmas, kevésbé érzékeny az ívhossz változására, ezért kevésbé képzett hegesztők is könnyen boldogulnak vele. Minden helyzetben, függőlegesen lefelé is használható.
Vastag bevonatú rutilos (RR): A megnövelt bevonat- vastagság miatt több, de gyorsan dermedő, könnyen eltávolítható salak keletkezik, aminek fontos szerepe van a varrat formálásában, ezért csak vízszintes helyzetben használható. Kifejezetten kis fröcskölés, stabil ív jellemzi.
Rutil-cellulóz (RC): Az alaptípusnál (R) több cellulózt tartalmazó bevonat jobb hegesztési tulajdonságokat és könnyebben eltávolítható salakot biztosít. Minden helyzetben, függőlegesen lefelé is
használható.
Bázikus (B): A rutilos elektródákénál sokkal tisztább, ezért jobb minőségű varratfémet eredményező bevonat jellegzetes alkotója a CaCO3 (kalcium-karbonát). Ennek azonban ára van: általában közepesnél nagyobb cseppleválás jellemzi, érzékeny az ívhosszra. Gyújtása és újragyújtása bizonytalan. A bevonat nedvszívó, emiatt – különösen igényes alkalmazásokban – felhasználás előtt ki kell szárítani. A korszerűbb változatoknak már jobbak a hegesztési tulajdonságai, egyes – különleges típusai – függőlegesen lefelé hegesztésre is alkalmasak.
A felszerelés
A kézi ívhegesztés alapvető változója a hegesztőáram. Az elektródafogó, a testkábel-csatlakozó, a hegesztő- és testkábel, valamint az áramforrás megválasztása ez alapján történik.
A hegesztőáram mértékét az elektróda fajtája és átmérője szabja meg:
Ökölszabály: Iheg = 45 x Ø Dmaghuzal (pl. Ø 2,0 mm-es elektródához 90 A hegesztőáram szükséges) Ez az érték ± 20–30 %-kal változhat. Kisebb áram kell gyökhegesztéshez, pozícióhegesztéshez és saválló elektródához. Nagyobb áram szükséges vastag alapanyaghoz, nemfémes anyaghoz (réz,alumínium).
Az elektródafogó névleges áramterhelhetősége ne legyen kisebb az alkalmazott hegesztőáramnál. Az elektródafogóhoz alkalmas elektróda átmérők és a hegesztő- és testkábel javasolt mérete:
Ezek az adatok összesen 10 m hosszú hegesztő- és testkábel esetén használhatóak. Hosszabb kábelek esetén nagyobb kábelkeresztmetszetet kell választani. A testcsatlakozó terhelhetősége ne legyen kisebb az elektródafogóénál! 200–250 A-ig megbízhatók a rugós testcsatlakozók. Nagyobb áramhoz menetes szorítású használata indokolt. Mágneses csatlakozóhoz mágnesezhető anyag és fém- tiszta felület szükséges!
Az áramforrás
Az áramforrás teljesítményét a beállítható legnagyobb hegesztőáram (I2max) jellemzi. Beállítási tartomány (15 A/18,6 V – 140 A/23,6 V) megadja az áramforrás – egyezményes munkafeszültség mellett – beállítható legkisebb és legnagyobb áramát. Figyelem! Nagyobb ívfeszültség (vastag bevonatú elektróda vagy hosszabb ív tartása) miatt ezek az értékek változhatnak. A legnagyobb áram esetében ilyenkor csökken a terhelhetőség, a hőkioldó hamarabb leold.
Üresjárási feszültség: az áramforrás kapcsain üresjárásban megjelenő legnagyobb feszültség.
Maximális terhelő (hegesztő) áram: az áramforráson – az egyezményes munkafeszültség és + 20°C mellett – beállítható legnagyobb áram.
Bekapcsolási idő: 60 perc alatt a maximális árammal és + 20 °C hőmérsékleten lehetséges terhelési, hegesztési idő (folyamatos vonal), illetve a túlmelegedett áramforrás visszahűtéséhez szükséges ún. visszaállítási idő (szaggatott vonal) betartása mellett. Azaz 1 óra alatt összesen ennyi ideig lehet hegeszteni a legnagyobb beállítható árammal. Ezek az adatok az azonos szabvány (MSZ EN 60974-6) szerint gyártott áramforrások terhelhetőségének összehasonlítására alkalmasak
Hálózati csatlakozás
Adattábla
A fenti példa egy olyan áramforrásé, amelynek
– tápfeszültsége 1×230 V, 50 Hz
– legnagyobb áramfelvétele 27 A
– legnagyobb átlagárama: 8 A
Védeni kell a csapadéktól (ez a jel nem szerepel az IP 23 védettségű készülékeken, amelyek védettek a csepegő vízzel szemben).
Érintésvédelmi osztály: kettős szigetelés. Figyelem! A kettős szigetelésű áramforrásoknak is lehet földelő vezetéke, amelyet a hatékony zavarszűrés miatt kell bekötni, illetve földelt aljzathoz csatlakoztatni!
A tápcsatlakozás védelme:
A hálózat zárlatvédelmét és a hálózati csatlakozóvezeték túlterhelésének védelmét szolgáló olvadó biztosíték vagy kismegszakító névleges áramát (In) és megszakítási idejét (t) úgy kell megválasztani, hogy a védelmi eszköz a hegesztő berendezés felvett legnagyobb áramát (I1max) a hozzá tartozó bekapcsolási tényezőből meghatározott ideig tartani tudja. Általában lomha biztosítékot vagy C besorolású kismegszakítót kell használni.
Fontos!
 |
Tanulmányozza át alaposan a felszerelés használati útmutatóját! |
 |
Győződjön meg róla, hogy a felszerelés használata nem zavar másokat! |
 |
„A” besorolású készülékek csak ipari környezetben használhatók! |
 |
Felszerelésének elhasználódott villamos részeit ne dobja a kommunális hulladékba, adja át kereskedőjének! |
 |
Védje saját magát és környezetét az ív optikai sugárzásától! |
 |
Az ívhegesztés tűzveszélyes tevékenység. Legyen nagyon körültekintő! |
 |
Ívhegesztő felszerelés körül kialakuló elektromágneses tér veszélyt jelent az elektronikus gyógyászati eszközt viselők számára! |
 |
Az ívhegesztő felszerelés gondatlan használata mások számára is áramütés-veszélyt jelent. |
 |
Ívhegesztés során ártalmas gázok és füst keletkezik. Óvja saját és környezetének egészségét! |

